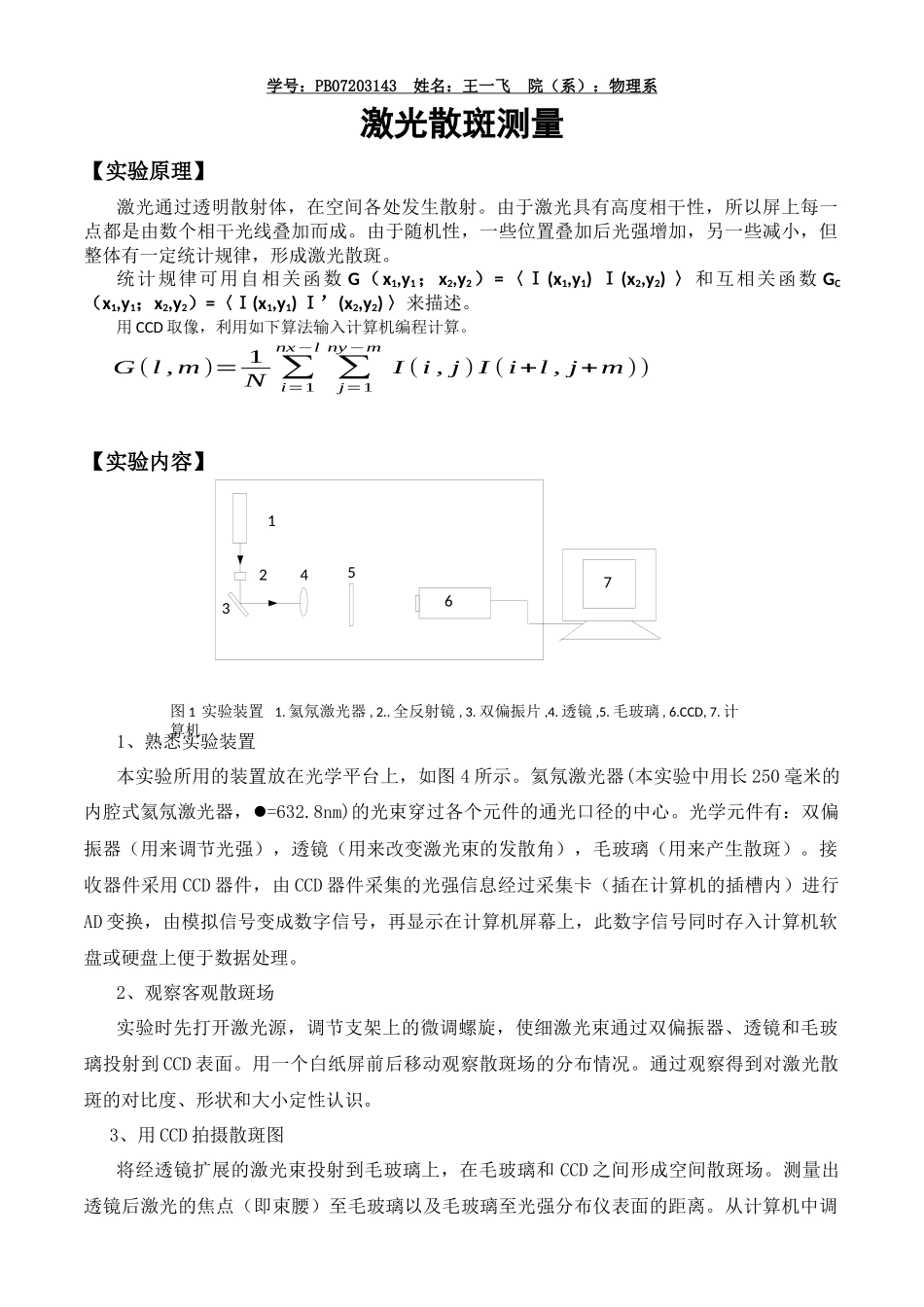
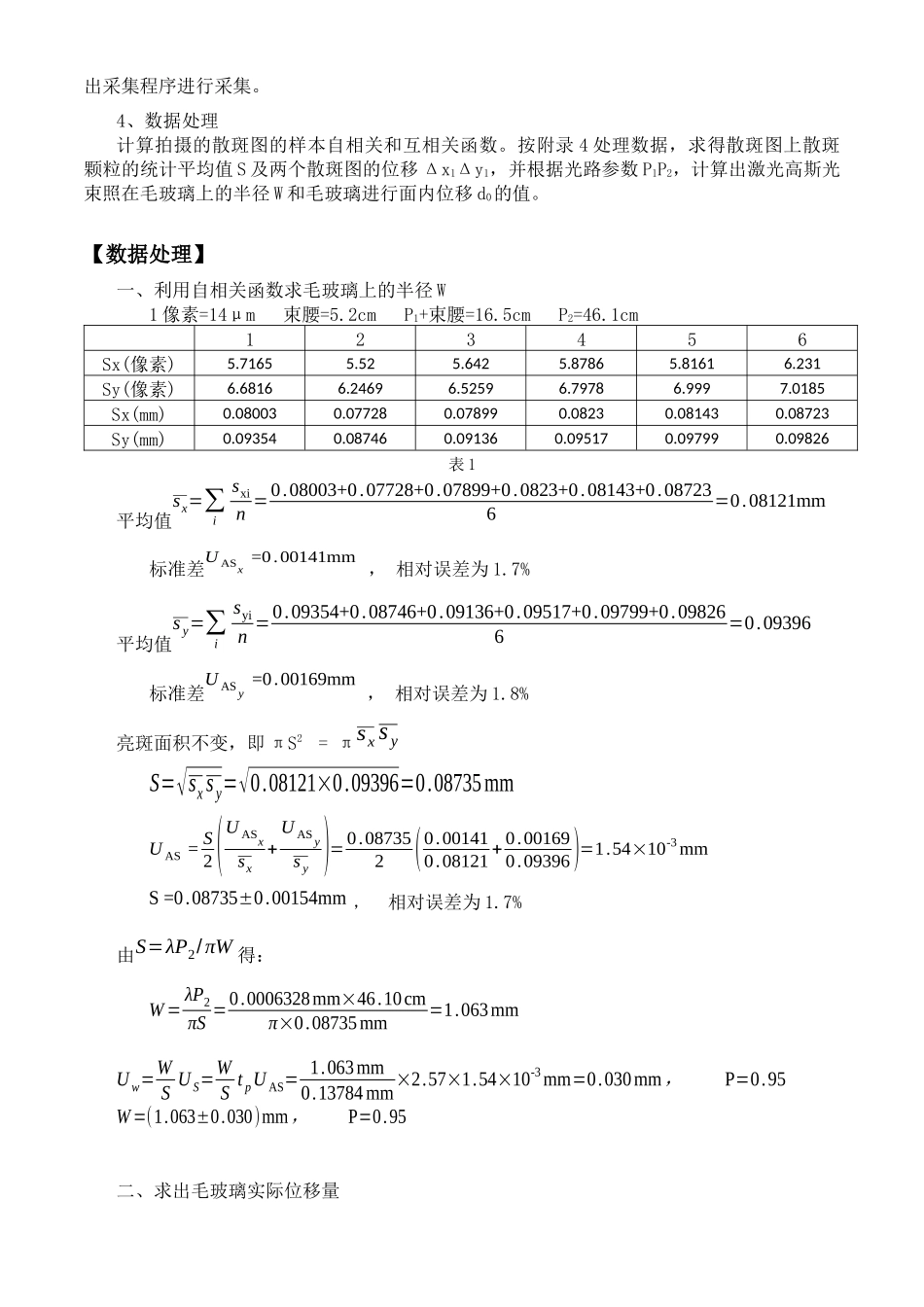
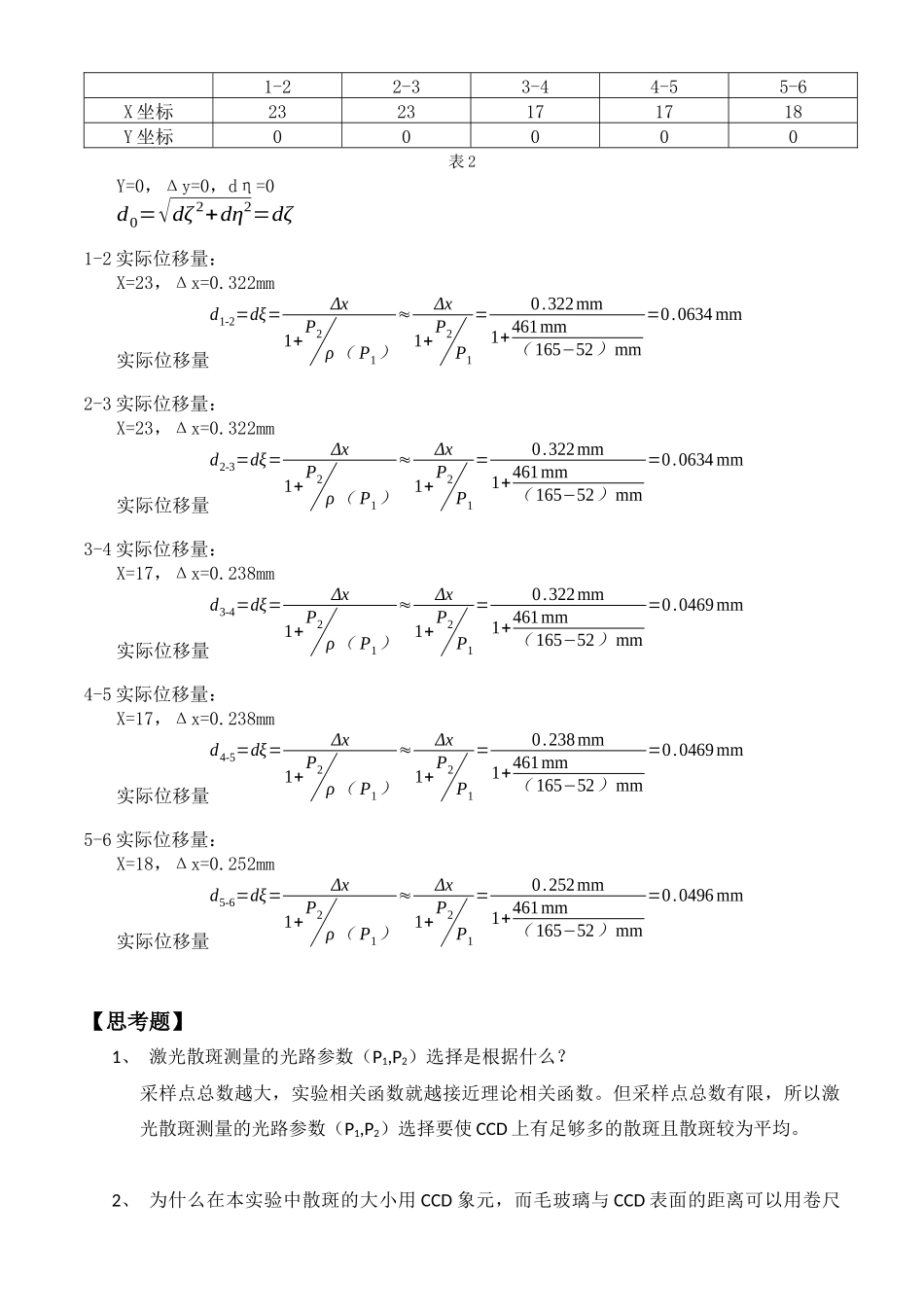
学号:PB07203143姓名:王一飞院(系):物理系激光散斑测量【实验原理】激光通过透明散射体,在空间各处发生散射。由于激光具有高度相干性,所以屏上每一点都是由数个相干光线叠加而成。由于随机性,一些位置叠加后光强增加,另一些减小,但整体有一定统计规律,形成激光散斑。统计规律可用自相关函数G(x1,y1;x2,y2)=〈I(x1,y1)I(x2,y2)〉和互相关函数GC(x1,y1;x2,y2)=〈I(x1,y1)I’(x2,y2)〉来描述。用CCD取像,利用如下算法输入计算机编程计算。【实验内容】1、熟悉实验装置本实验所用的装置放在光学平台上,如图4所示。氦氖激光器(本实验中用长250毫米的内腔式氦氖激光器,=632.8nm)的光束穿过各个元件的通光口径的中心。光学元件有:双偏振器(用来调节光强),透镜(用来改变激光束的发散角),毛玻璃(用来产生散斑)。接收器件采用CCD器件,由CCD器件采集的光强信息经过采集卡(插在计算机的插槽内)进行AD变换,由模拟信号变成数字信号,再显示在计算机屏幕上,此数字信号同时存入计算机软盘或硬盘上便于数据处理。2、观察客观散斑场实验时先打开激光源,调节支架上的微调螺旋,使细激光束通过双偏振器、透镜和毛玻璃投射到CCD表面。用一个白纸屏前后移动观察散斑场的分布情况。通过观察得到对激光散斑的对比度、形状和大小定性认识。3、用CCD拍摄散斑图将经透镜扩展的激光束投射到毛玻璃上,在毛玻璃和CCD之间形成空间散斑场。测量出透镜后激光的焦点(即束腰)至毛玻璃以及毛玻璃至光强分布仪表面的距离。从计算机中调图1实验装置1.氦氖激光器,2..全反射镜,3.双偏振片,4.透镜,5.毛玻璃,6.CCD,7.计算机1234567G(l,m)=1N∑i=1nx−l∑j=1ny−mI(i,j)I(i+l,j+m))出采集程序进行采集。4、数据处理计算拍摄的散斑图的样本自相关和互相关函数。按附录4处理数据,求得散斑图上散斑颗粒的统计平均值S及两个散斑图的位移Δx1Δy1,并根据光路参数P1P2,计算出激光高斯光束照在毛玻璃上的半径W和毛玻璃进行面内位移d0的值。【数据处理】一、利用自相关函数求毛玻璃上的半径W1像素=14μm束腰=5.2cmP1+束腰=16.5cmP2=46.1cm123456Sx(像素)5.71655.525.6425.87865.81616.231Sy(像素)6.68166.24696.52596.79786.9997.0185Sx(mm)0.080030.077280.078990.08230.081430.08723Sy(mm)0.093540.087460.091360.095170.097990.09826表1平均值sx=∑isxin=0.08003+0.07728+0.07899+0.0823+0.08143+0.087236=0.08121mm标准差UASx=0.00141mm,相对误差...