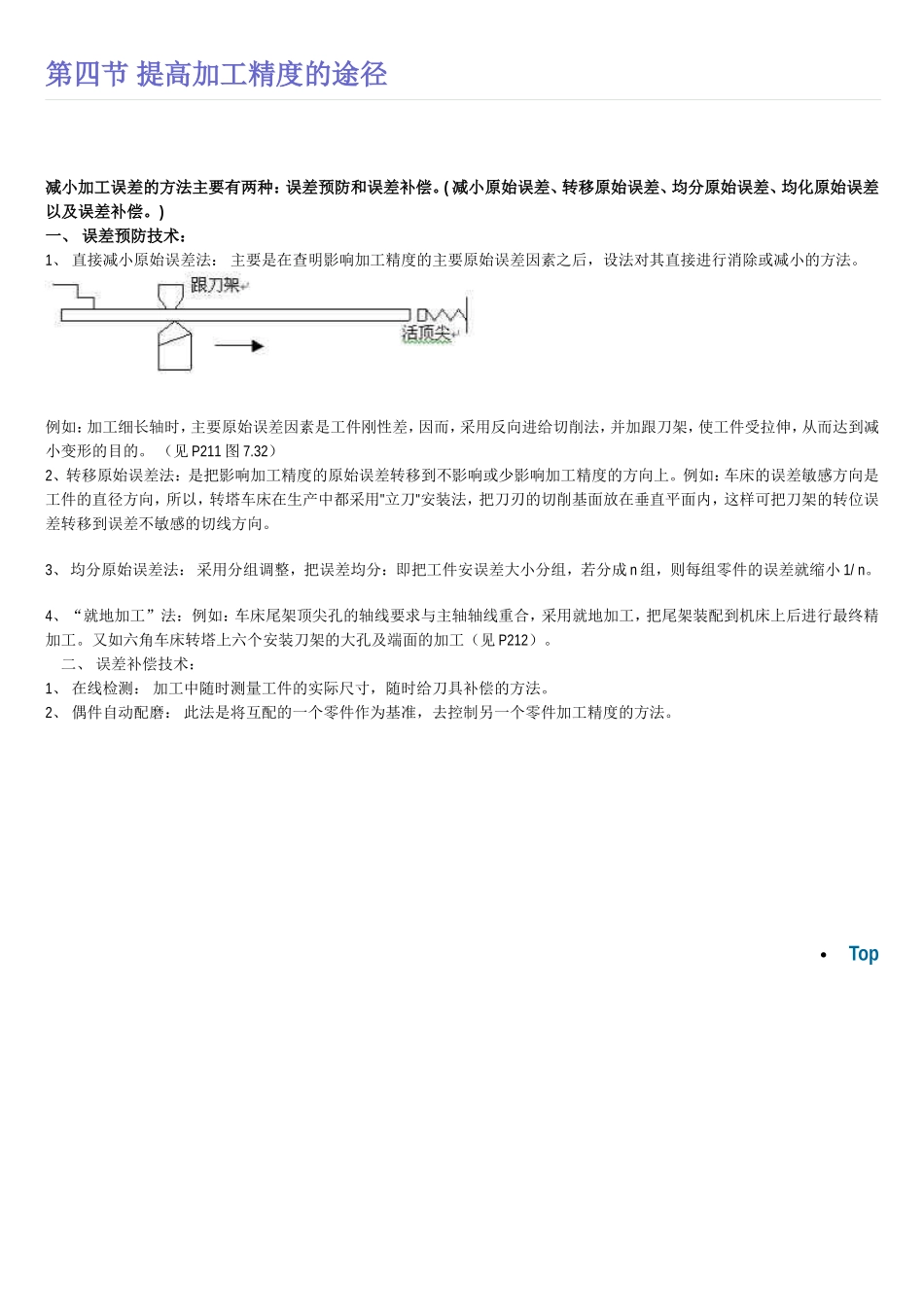
第四节提高加工精度的途径减小加工误差的方法主要有两种:误差预防和误差补偿。(减小原始误差、转移原始误差、均分原始误差、均化原始误差以及误差补偿。)一、误差预防技术:1、直接减小原始误差法:主要是在查明影响加工精度的主要原始误差因素之后,设法对其直接进行消除或减小的方法。例如:加工细长轴时,主要原始误差因素是工件刚性差,因而,采用反向进给切削法,并加跟刀架,使工件受拉伸,从而达到减小变形的目的。(见P211图7.32)2、转移原始误差法:是把影响加工精度的原始误差转移到不影响或少影响加工精度的方向上。例如:车床的误差敏感方向是工件的直径方向,所以,转塔车床在生产中都采用"立刀"安装法,把刀刃的切削基面放在垂直平面内,这样可把刀架的转位误差转移到误差不敏感的切线方向。3、均分原始误差法:采用分组调整,把误差均分:即把工件安误差大小分组,若分成n组,则每组零件的误差就缩小1/n。4、“就地加工”法:例如:车床尾架顶尖孔的轴线要求与主轴轴线重合,采用就地加工,把尾架装配到机床上后进行最终精加工。又如六角车床转塔上六个安装刀架的大孔及端面的加工(见P212)。二、误差补偿技术:1、在线检测:加工中随时测量工件的实际尺寸,随时给刀具补偿的方法。2、偶件自动配磨:此法是将互配的一个零件作为基准,去控制另一个零件加工精度的方法。Top