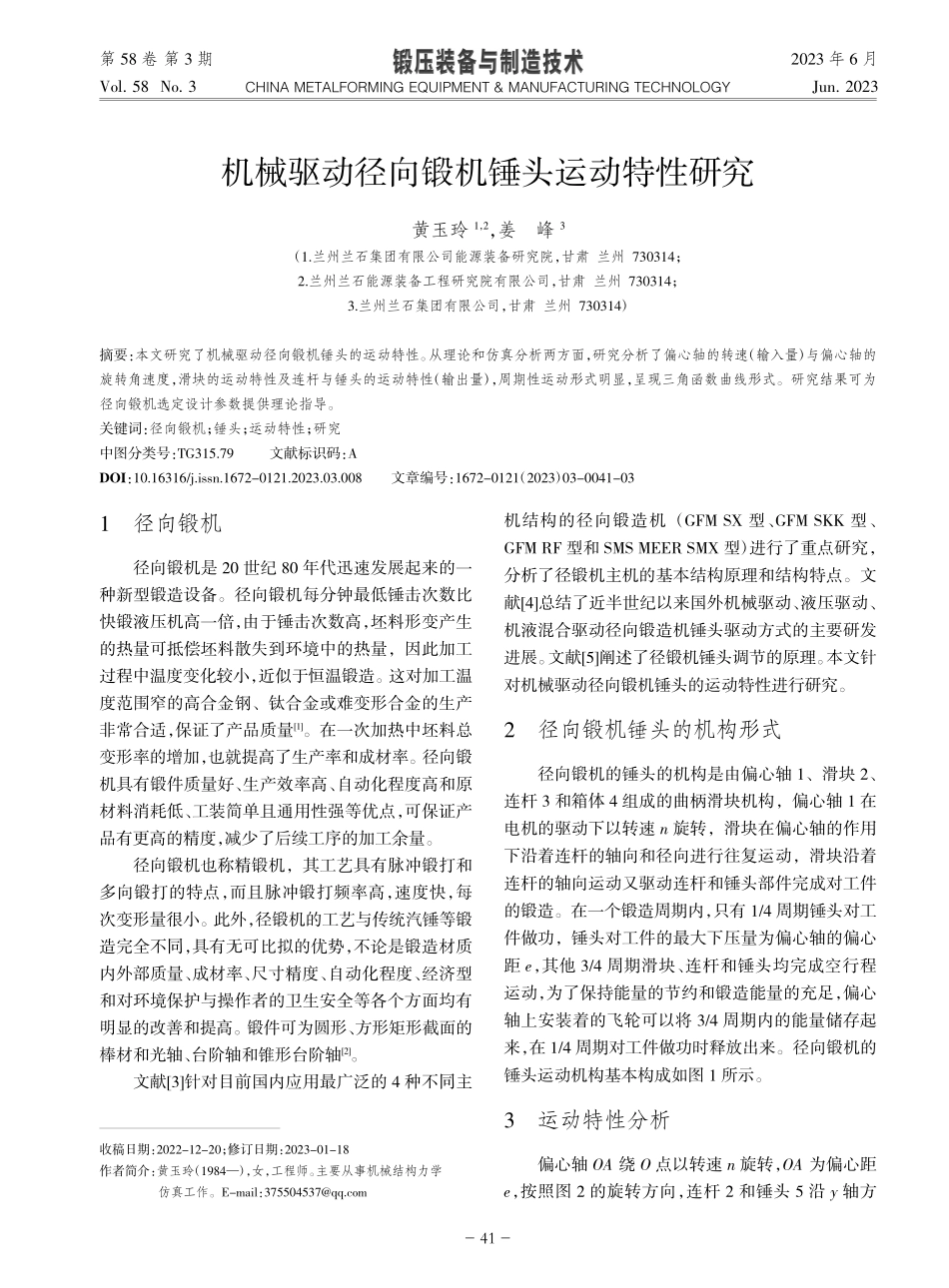
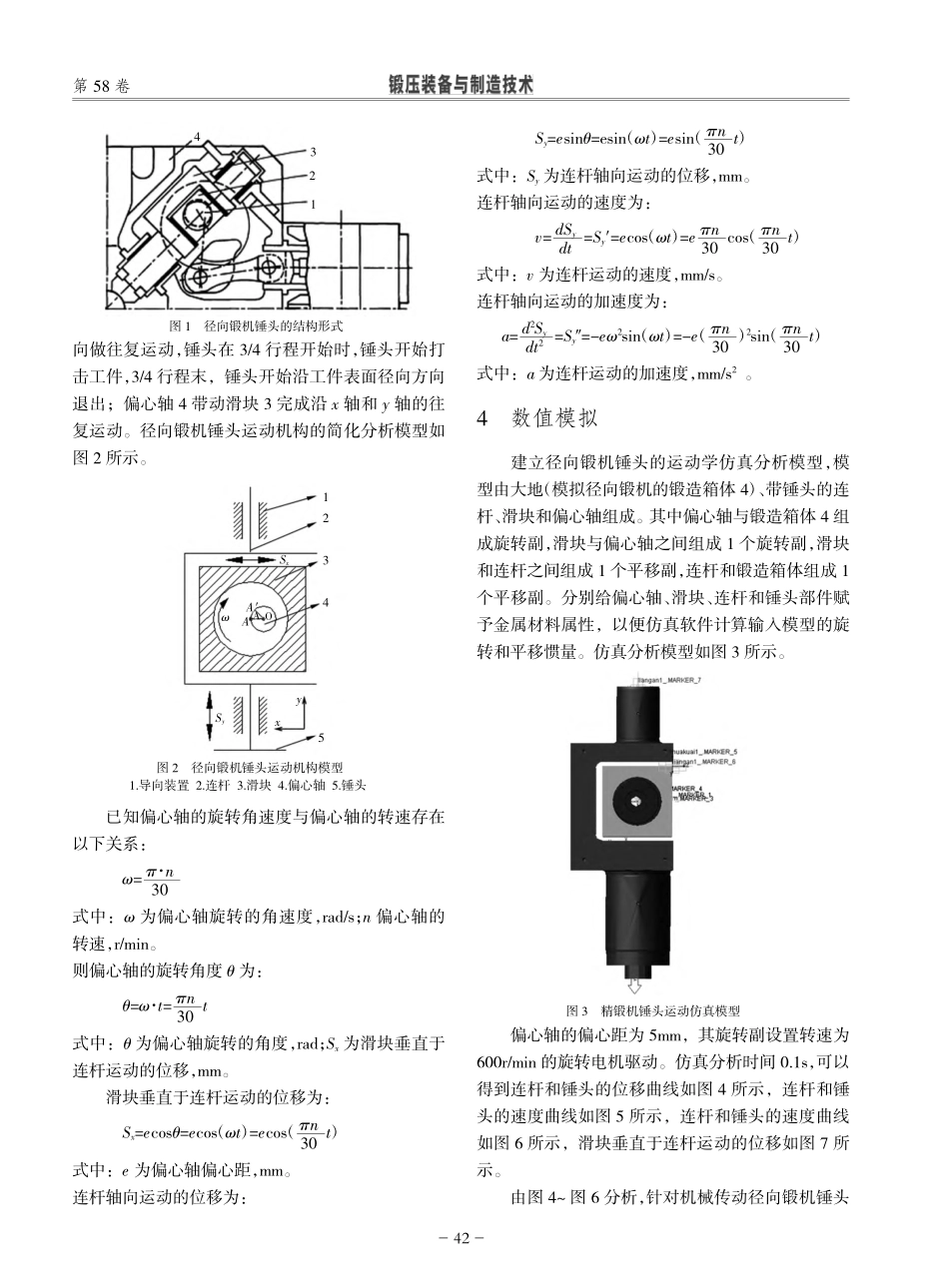
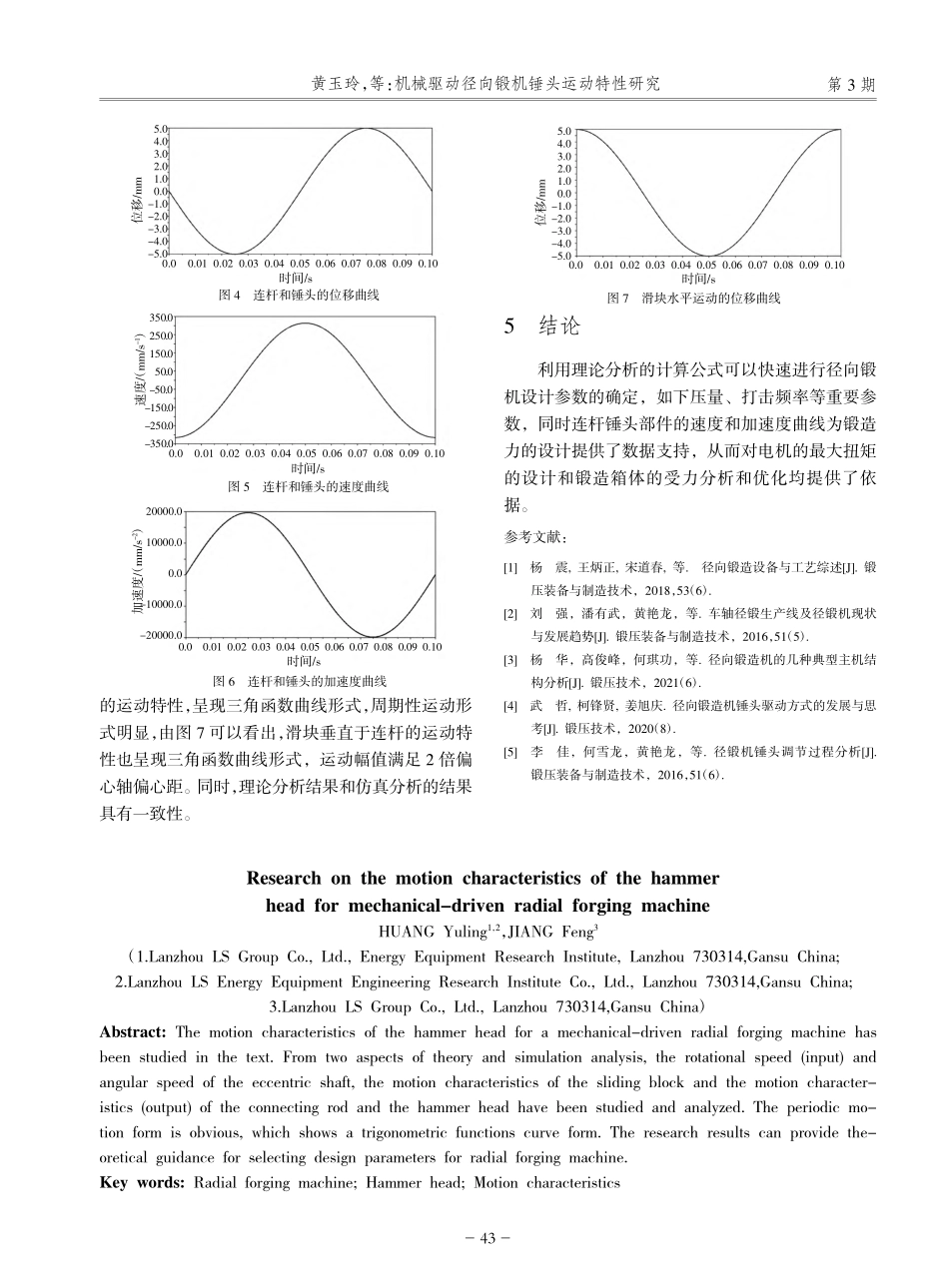
第3期1径向锻机径向锻机是20世纪80年代迅速发展起来的一种新型锻造设备。径向锻机每分钟最低锤击次数比快锻液压机高一倍,由于锤击次数高,坯料形变产生的热量可抵偿坯料散失到环境中的热量,因此加工过程中温度变化较小,近似于恒温锻造。这对加工温度范围窄的高合金钢、钛合金或难变形合金的生产非常合适,保证了产品质量[1]。在一次加热中坯料总变形率的增加,也就提高了生产率和成材率。径向锻机具有锻件质量好、生产效率高、自动化程度高和原材料消耗低、工装简单且通用性强等优点,可保证产品有更高的精度,减少了后续工序的加工余量。径向锻机也称精锻机,其工艺具有脉冲锻打和多向锻打的特点,而且脉冲锻打频率高,速度快,每次变形量很小。此外,径锻机的工艺与传统汽锤等锻造完全不同,具有无可比拟的优势,不论是锻造材质内外部质量、成材率、尺寸精度、自动化程度、经济型和对环境保护与操作者的卫生安全等各个方面均有明显的改善和提高。锻件可为圆形、方形矩形截面的棒材和光轴、台阶轴和锥形台阶轴[2]。文献[3]针对目前国内应用最广泛的4种不同主机结构的径向锻造机(GFMSX型、GFMSKK型、GFMRF型和SMSMEERSMX型)进行了重点研究,分析了径锻机主机的基本结构原理和结构特点。文献[4]总结了近半世纪以来国外机械驱动、液压驱动、机液混合驱动径向锻造机锤头驱动方式的主要研发进展。文献[5]阐述了径锻机锤头调节的原理。本文针对机械驱动径向锻机锤头的运动特性进行研究。2径向锻机锤头的机构形式径向锻机的锤头的机构是由偏心轴1、滑块2、连杆3和箱体4组成的曲柄滑块机构,偏心轴1在电机的驱动下以转速n旋转,滑块在偏心轴的作用下沿着连杆的轴向和径向进行往复运动,滑块沿着连杆的轴向运动又驱动连杆和锤头部件完成对工件的锻造。在一个锻造周期内,只有1/4周期锤头对工件做功,锤头对工件的最大下压量为偏心轴的偏心距e,其他3/4周期滑块、连杆和锤头均完成空行程运动,为了保持能量的节约和锻造能量的充足,偏心轴上安装着的飞轮可以将3/4周期内的能量储存起来,在1/4周期对工件做功时释放出来。径向锻机的锤头运动机构基本构成如图1所示。3运动特性分析偏心轴OA绕O点以转速n旋转,OA为偏心距e,按照图2的旋转方向,连杆2和锤头5沿y轴方收稿日期:2022-12-20;修订日期:2023-01-18作者简介:黄玉玲(1984—),女,工程师。主要从事机械结构力学仿真工作。E-mail:375504537@qq.com机械驱动径向锻机锤头运动特性研究黄玉玲1,2...