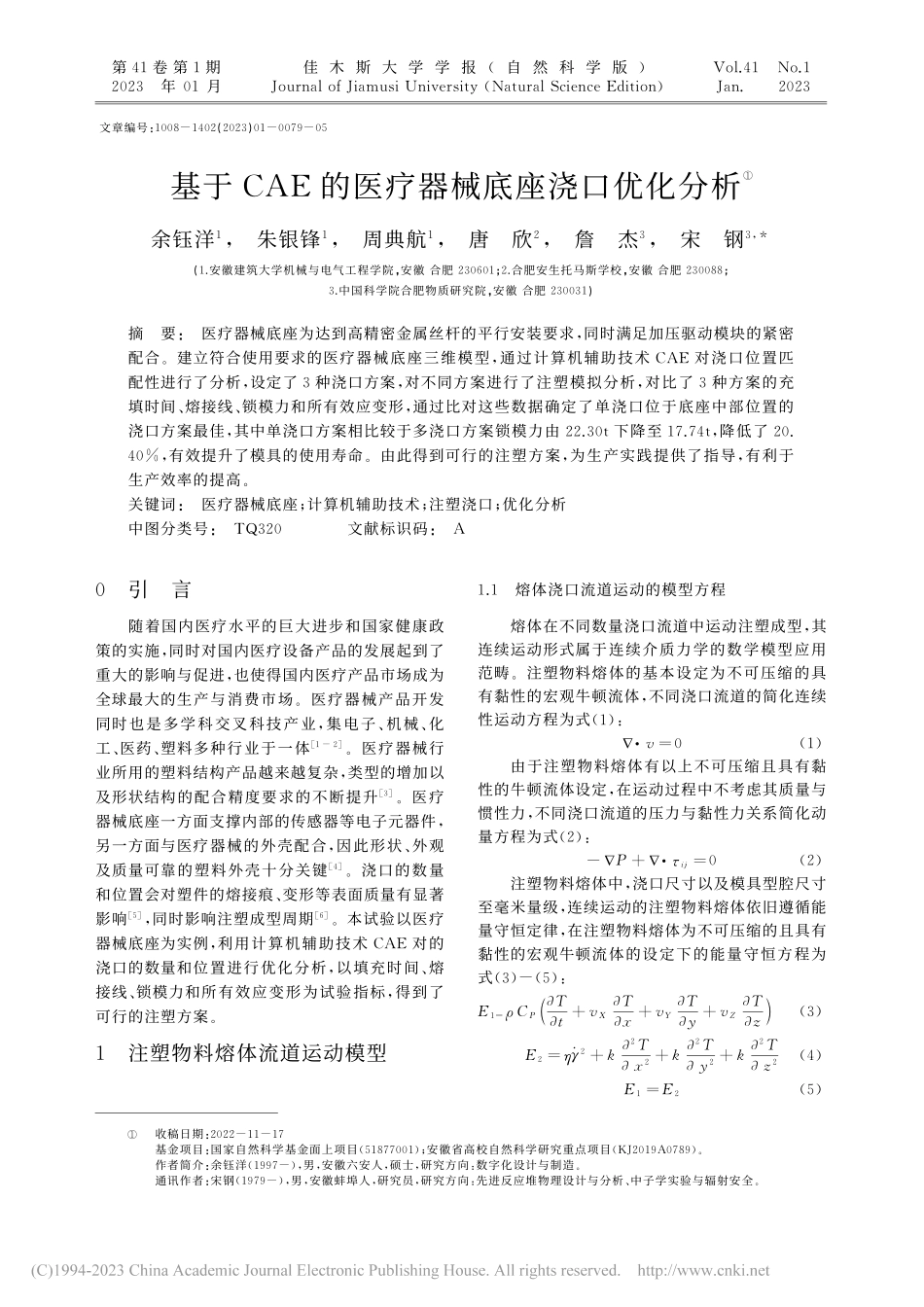
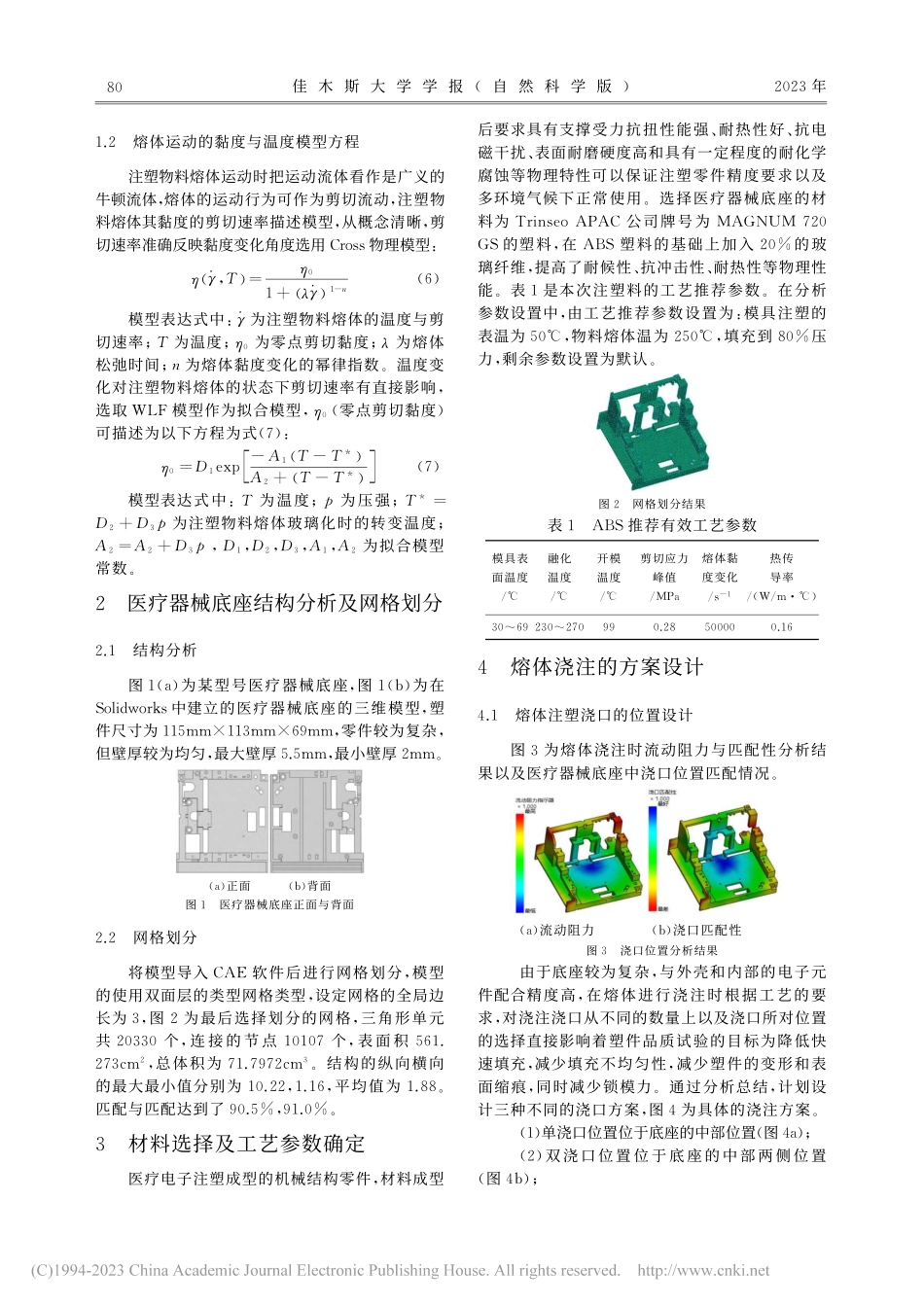
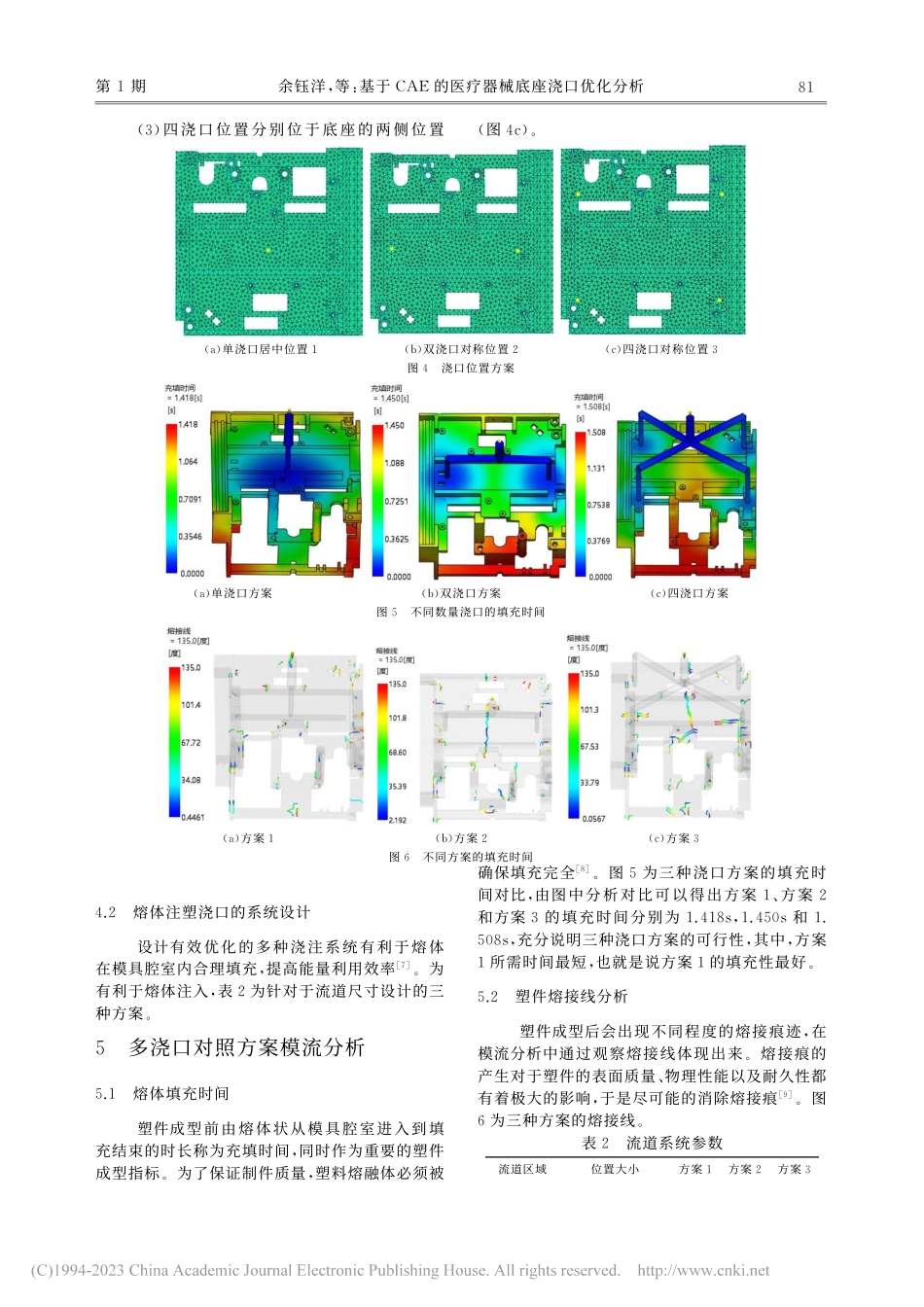
第41卷第1期佳木斯大学学报(自然科学版)Vol.41No.12023年01月JournalofJiamusiUniversity(NaturalScienceEdition)Jan.2023文章编号:1008-1402(2023)01-0079-05基于CAE的医疗器械底座浇口优化分析①余钰洋1,朱银锋1,周典航1,唐欣2,詹杰3,宋钢3,*(1.安徽建筑大学机械与电气工程学院,安徽合肥230601;2.合肥安生托马斯学校,安徽合肥230088;3.中国科学院合肥物质研究院,安徽合肥230031)摘要:医疗器械底座为达到高精密金属丝杆的平行安装要求,同时满足加压驱动模块的紧密配合。建立符合使用要求的医疗器械底座三维模型,通过计算机辅助技术CAE对浇口位置匹配性进行了分析,设定了3种浇口方案,对不同方案进行了注塑模拟分析,对比了3种方案的充填时间、熔接线、锁模力和所有效应变形,通过比对这些数据确定了单浇口位于底座中部位置的浇口方案最佳,其中单浇口方案相比较于多浇口方案锁模力由22.30t下降至17.74t,降低了20.40%,有效提升了模具的使用寿命。由此得到可行的注塑方案,为生产实践提供了指导,有利于生产效率的提高。关键词:医疗器械底座;计算机辅助技术;注塑浇口;优化分析中图分类号:TQ320文献标识码:A0引言随着国内医疗水平的巨大进步和国家健康政策的实施,同时对国内医疗设备产品的发展起到了重大的影响与促进,也使得国内医疗产品市场成为全球最大的生产与消费市场。医疗器械产品开发同时也是多学科交叉科技产业,集电子、机械、化工、医药、塑料多种行业于一体[1-2]。医疗器械行业所用的塑料结构产品越来越复杂,类型的增加以及形状结构的配合精度要求的不断提升[3]。医疗器械底座一方面支撑内部的传感器等电子元器件,另一方面与医疗器械的外壳配合,因此形状、外观及质量可靠的塑料外壳十分关键[4]。浇口的数量和位置会对塑件的熔接痕、变形等表面质量有显著影响[5],同时影响注塑成型周期[6]。本试验以医疗器械底座为实例,利用计算机辅助技术CAE对的浇口的数量和位置进行优化分析,以填充时间、熔接线、锁模力和所有效应变形为试验指标,得到了可行的注塑方案。1注塑物料熔体流道运动模型1.1熔体浇口流道运动的模型方程熔体在不同数量浇口流道中运动注塑成型,其连续运动形式属于连续介质力学的数学模...