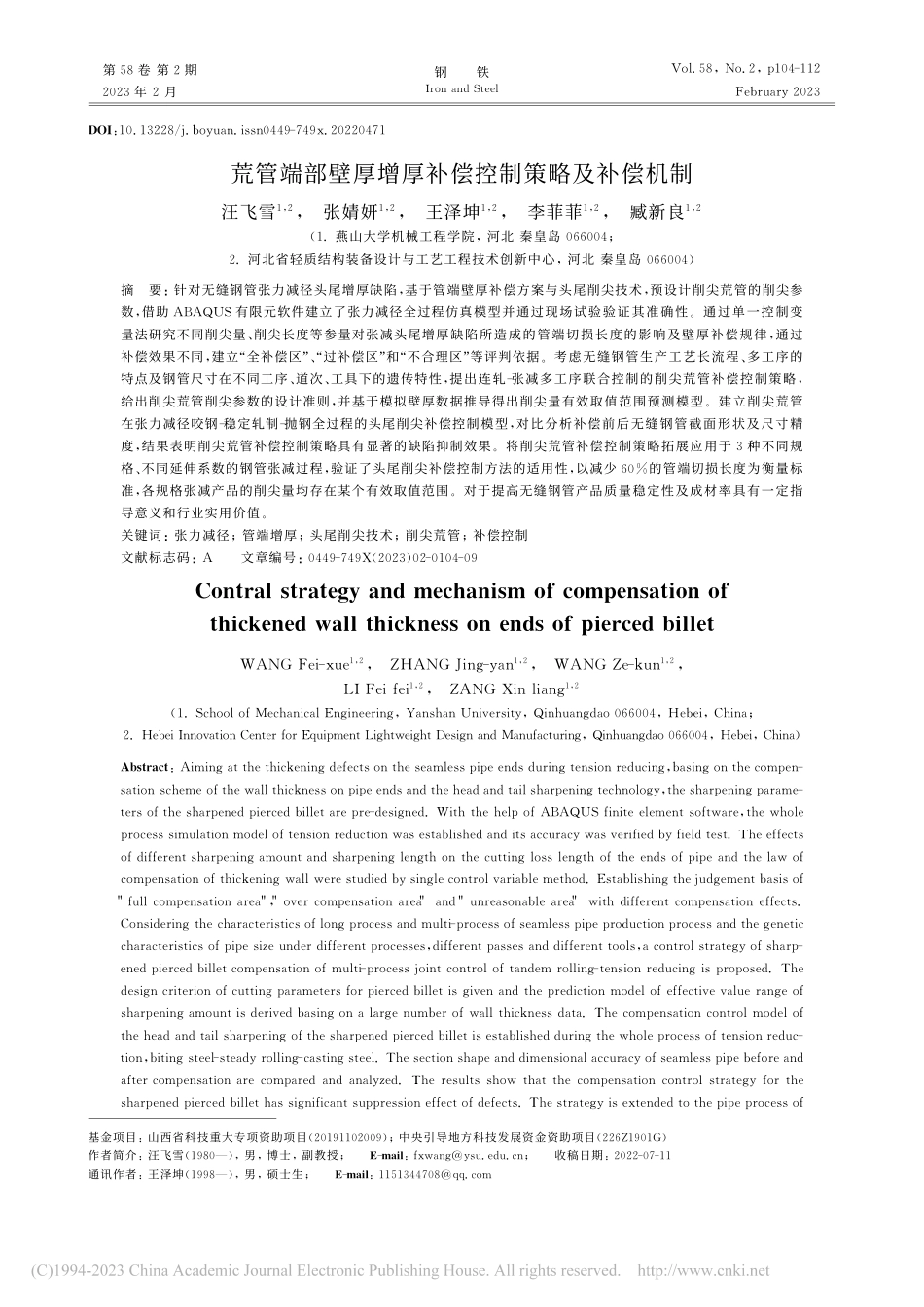
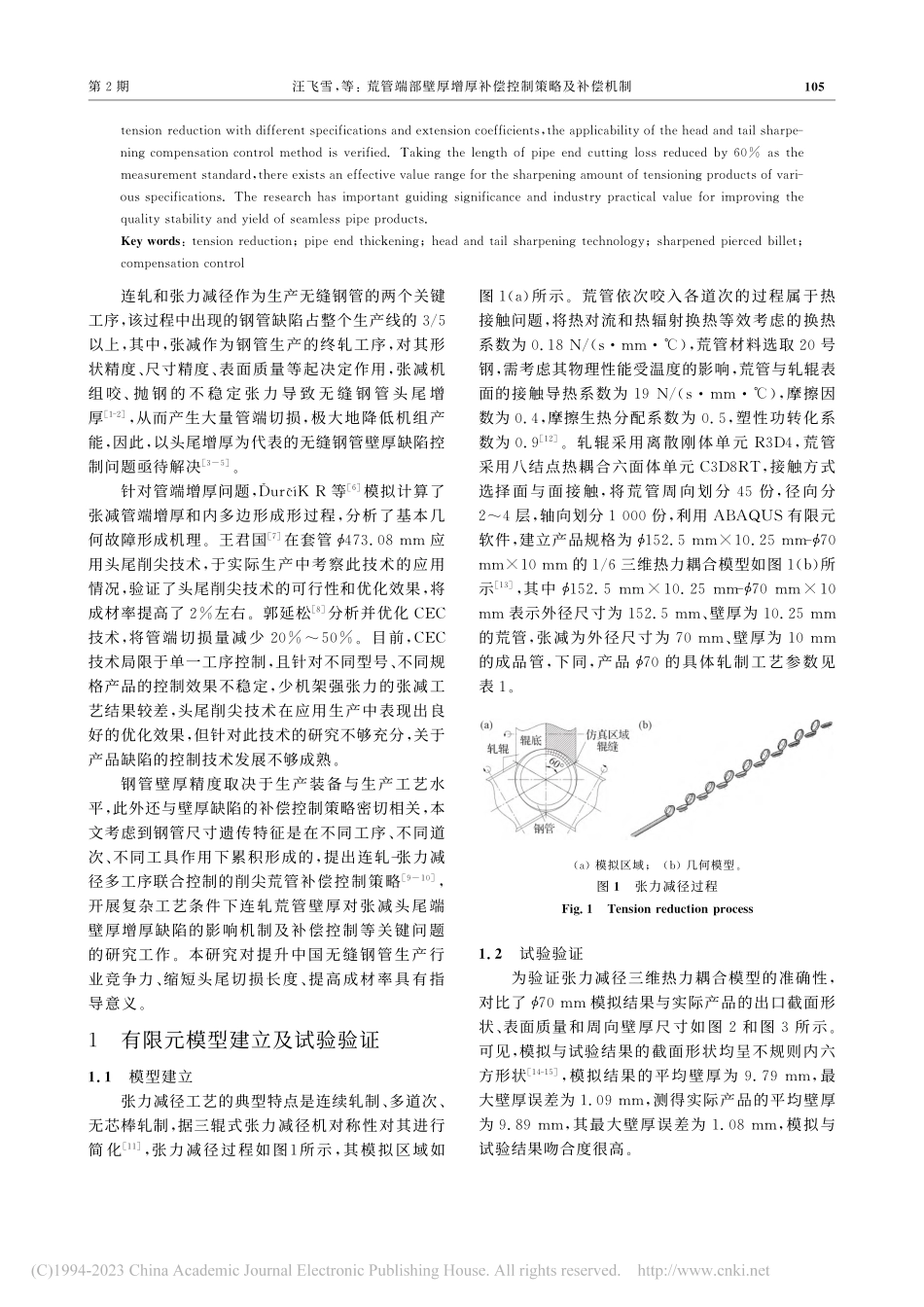
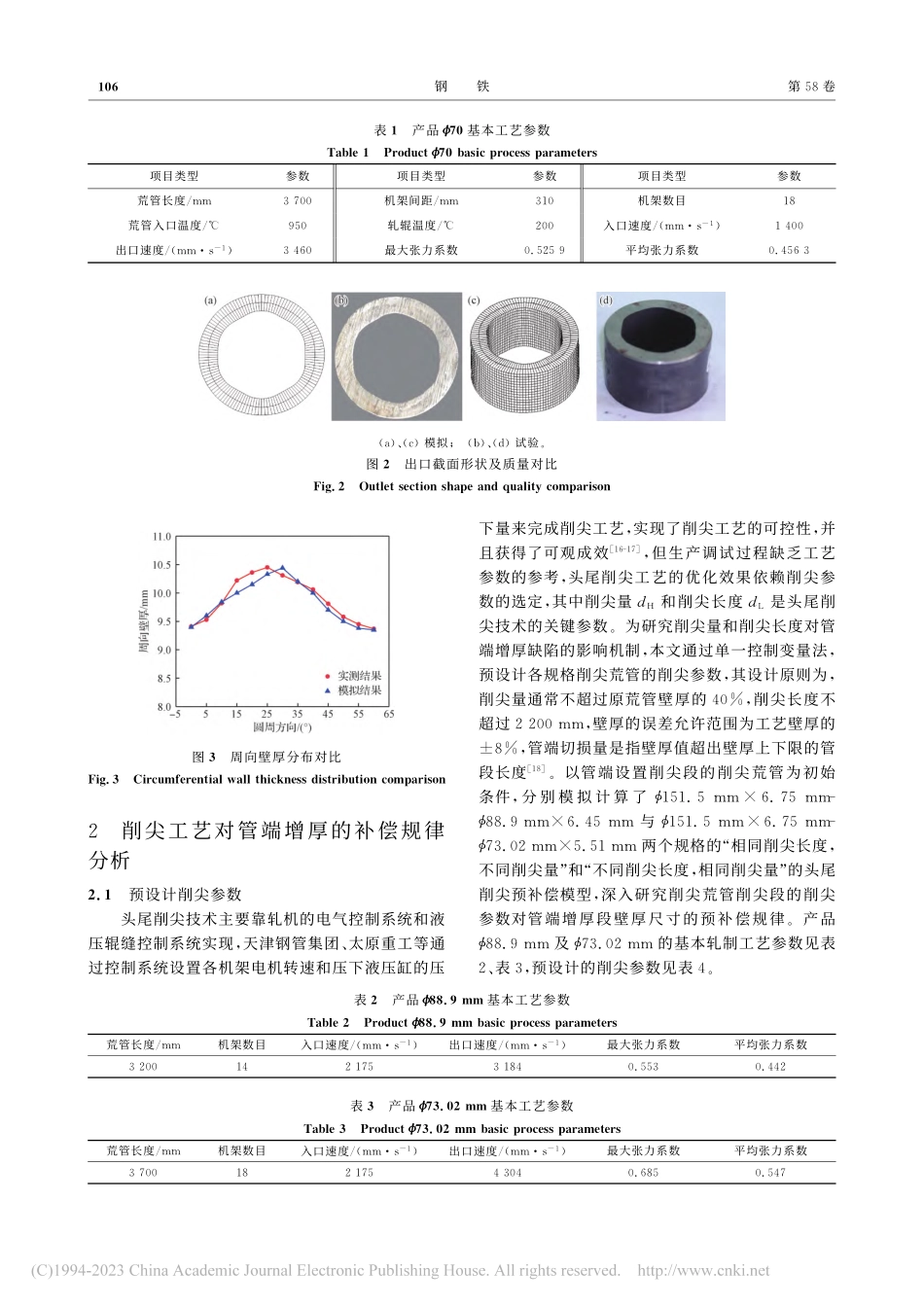
第58卷第2期2023年2月钢铁IronandSteelVol.58,No.2,p104-112February2023DOI:10.13228/j.boyuan.issn0449-749x.20220471荒管端部壁厚增厚补偿控制策略及补偿机制汪飞雪1,2,张婧妍1,2,王泽坤1,2,李菲菲1,2,臧新良1,2(1.燕山大学机械工程学院,河北秦皇岛066004;2.河北省轻质结构装备设计与工艺工程技术创新中心,河北秦皇岛066004)摘要:针对无缝钢管张力减径头尾增厚缺陷,基于管端壁厚补偿方案与头尾削尖技术,预设计削尖荒管的削尖参数,借助ABAQUS有限元软件建立了张力减径全过程仿真模型并通过现场试验验证其准确性。通过单一控制变量法研究不同削尖量、削尖长度等参量对张减头尾增厚缺陷所造成的管端切损长度的影响及壁厚补偿规律,通过补偿效果不同,建立“全补偿区”、“过补偿区”和“不合理区”等评判依据。考虑无缝钢管生产工艺长流程、多工序的特点及钢管尺寸在不同工序、道次、工具下的遗传特性,提出连轧-张减多工序联合控制的削尖荒管补偿控制策略,给出削尖荒管削尖参数的设计准则,并基于模拟壁厚数据推导得出削尖量有效取值范围预测模型。建立削尖荒管在张力减径咬钢-稳定轧制-抛钢全过程的头尾削尖补偿控制模型,对比分析补偿前后无缝钢管截面形状及尺寸精度,结果表明削尖荒管补偿控制策略具有显著的缺陷抑制效果。将削尖荒管补偿控制策略拓展应用于3种不同规格、不同延伸系数的钢管张减过程,验证了头尾削尖补偿控制方法的适用性,以减少60%的管端切损长度为衡量标准,各规格张减产品的削尖量均存在某个有效取值范围。对于提高无缝钢管产品质量稳定性及成材率具有一定指导意义和行业实用价值。关键词:张力减径;管端增厚;头尾削尖技术;削尖荒管;补偿控制文献标志码:A文章编号:0449-749X(2023)02-0104-09ContralstrategyandmechanismofcompensationofthickenedwallthicknessonendsofpiercedbilletWANGFei-xue1,2,ZHANGJing-yan1,2,WANGZe-kun1,2,LIFei-fei1,2,ZANGXin-liang1,2(1.SchoolofMechanicalEngineering,Yansha...