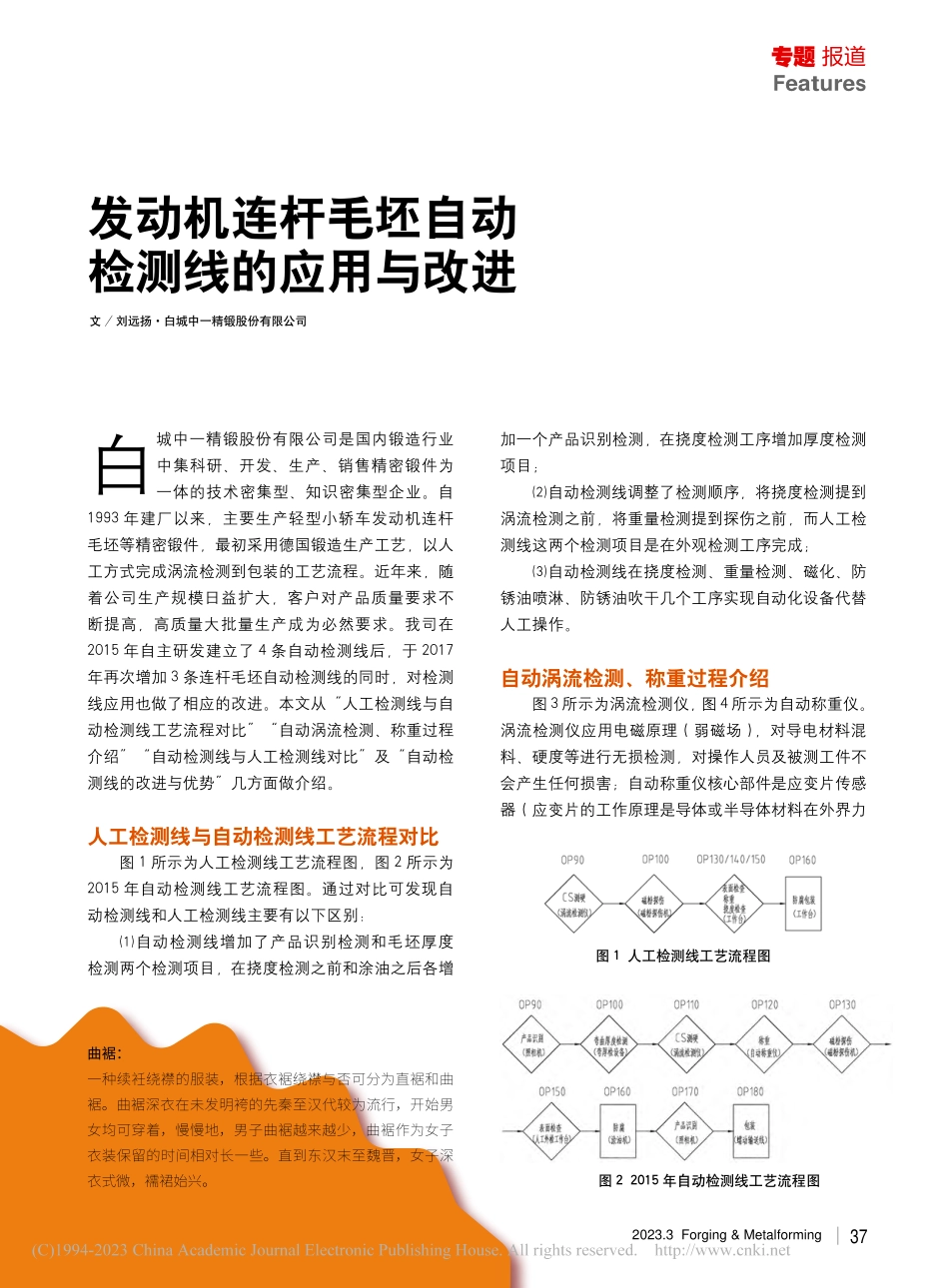
372023.3Forging&MetalformingFeatures专题报道发动机连杆毛坯自动检测线的应用与改进文/刘远扬·白城中一精锻股份有限公司白城中一精锻股份有限公司是国内锻造行业中集科研、开发、生产、销售精密锻件为一体的技术密集型、知识密集型企业。自1993年建厂以来,主要生产轻型小轿车发动机连杆毛坯等精密锻件,最初采用德国锻造生产工艺,以人工方式完成涡流检测到包装的工艺流程。近年来,随着公司生产规模日益扩大,客户对产品质量要求不断提高,高质量大批量生产成为必然要求。我司在2015年自主研发建立了4条自动检测线后,于2017年再次增加3条连杆毛坯自动检测线的同时,对检测线应用也做了相应的改进。本文从“人工检测线与自动检测线工艺流程对比”“自动涡流检测、称重过程介绍”“自动检测线与人工检测线对比”及“自动检测线的改进与优势”几方面做介绍。人工检测线与自动检测线工艺流程对比图1所示为人工检测线工艺流程图,图2所示为2015年自动检测线工艺流程图。通过对比可发现自动检测线和人工检测线主要有以下区别:⑴自动检测线增加了产品识别检测和毛坯厚度检测两个检测项目,在挠度检测之前和涂油之后各增加一个产品识别检测,在挠度检测工序增加厚度检测项目;⑵自动检测线调整了检测顺序,将挠度检测提到涡流检测之前,将重量检测提到探伤之前,而人工检测线这两个检测项目是在外观检测工序完成;⑶自动检测线在挠度检测、重量检测、磁化、防锈油喷淋、防锈油吹干几个工序实现自动化设备代替人工操作。自动涡流检测、称重过程介绍图3所示为涡流检测仪,图4所示为自动称重仪。涡流检测仪应用电磁原理(弱磁场),对导电材料混料、硬度等进行无损检测,对操作人员及被测工件不会产生任何损害;自动称重仪核心部件是应变片传感器(应变片的工作原理是导体或半导体材料在外界力图1人工检测线工艺流程图图22015年自动检测线工艺流程图曲裾:一种续衽绕襟的服装,根据衣裾绕襟与否可分为直裾和曲裾。曲裾深衣在未发明袴的先秦至汉代较为流行,开始男女均可穿着,慢慢地,男子曲裾越来越少,曲裾作为女子衣装保留的时间相对长一些。直到东汉末至魏晋,女子深衣式微,襦裙始兴。锻造与冲压2023.338Features专题报道⑴工件进入进料输送轨道,工件与工件有一定间隔,由光电感应PLC控制输送带启停,进入气缸定位工位,输送带停止,进行横向位置校正,然后由伺服输送电机驱动输送带前进,工件进入涡流检测工位,由定位挡板挡住,输送带停止,气缸动...