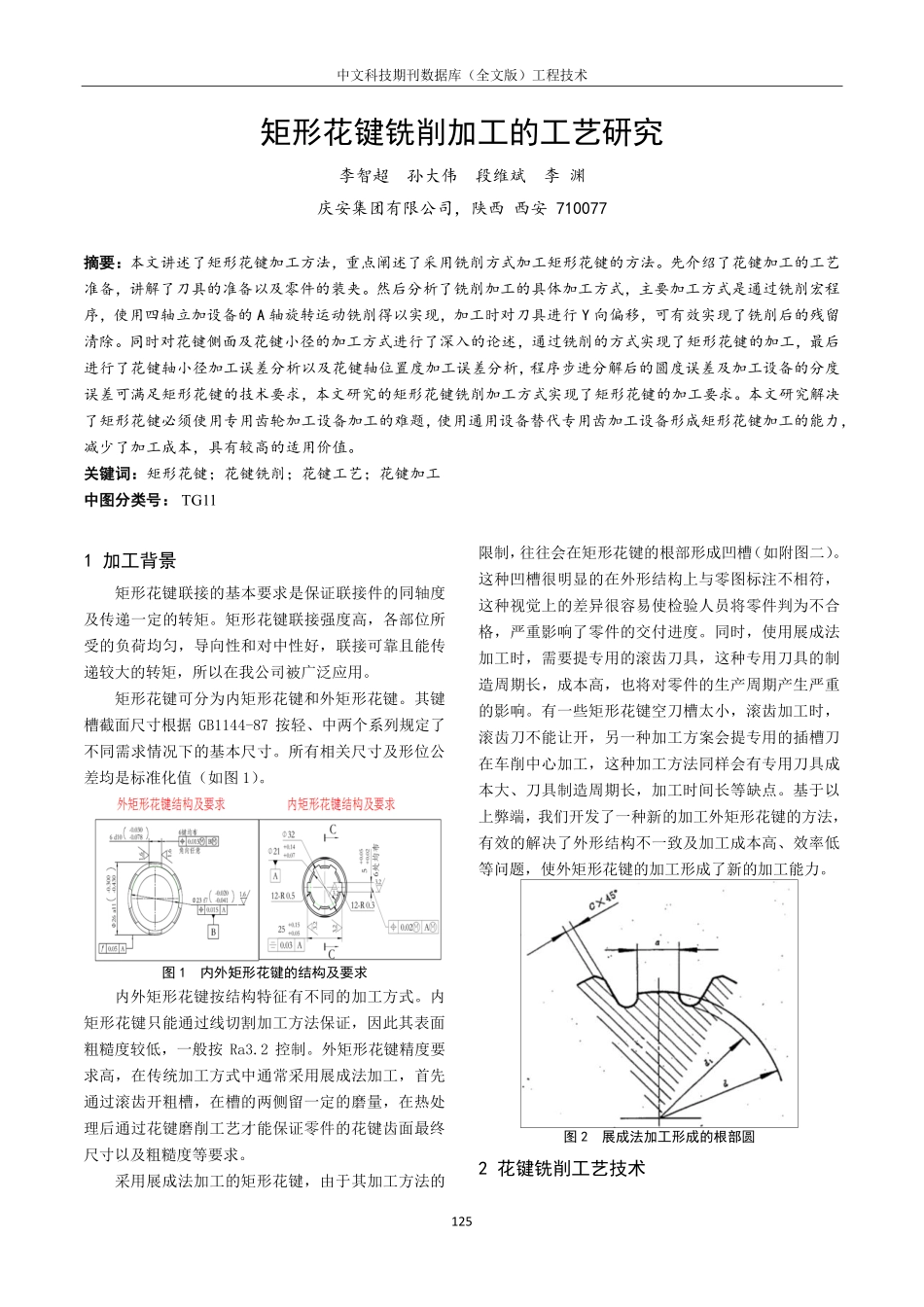
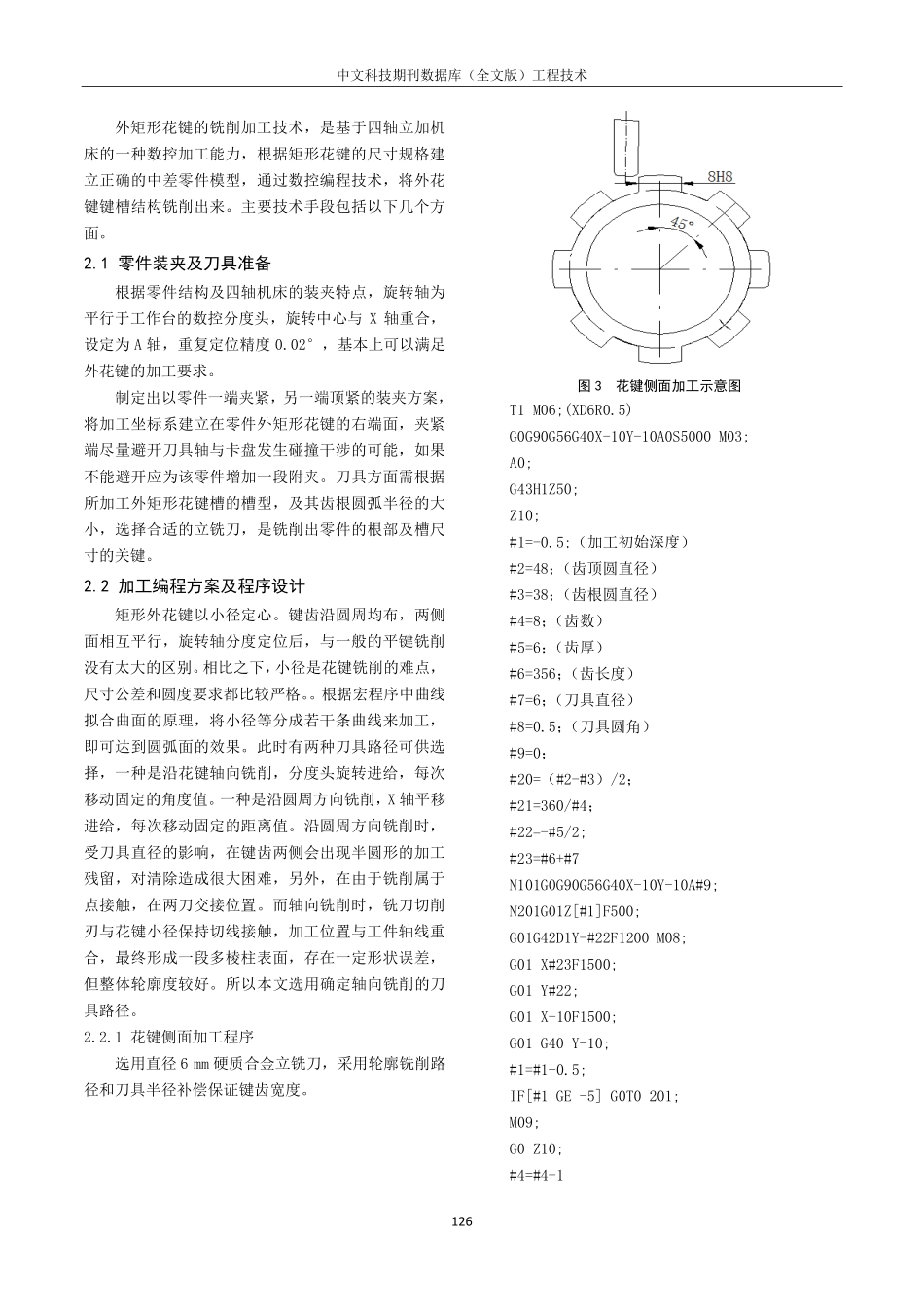
中文科技期刊数据库(全文版)工程技术125矩形花键铣削加工的工艺研究李智超孙大伟段维斌李渊庆安集团有限公司,陕西西安710077摘要:本文讲述了矩形花键加工方法,重点阐述了采用铣削方式加工矩形花键的方法。先介绍了花键加工的工艺准备,讲解了刀具的准备以及零件的装夹。然后分析了铣削加工的具体加工方式,主要加工方式是通过铣削宏程序,使用四轴立加设备的A轴旋转运动铣削得以实现,加工时对刀具进行Y向偏移,可有效实现了铣削后的残留清除。同时对花键侧面及花键小径的加工方式进行了深入的论述,通过铣削的方式实现了矩形花键的加工,最后进行了花键轴小径加工误差分析以及花键轴位置度加工误差分析,程序步进分解后的圆度误差及加工设备的分度误差可满足矩形花键的技术要求,本文研究的矩形花键铣削加工方式实现了矩形花键的加工要求。本文研究解决了矩形花键必须使用专用齿轮加工设备加工的难题,使用通用设备替代专用齿加工设备形成矩形花键加工的能力,减少了加工成本,具有较高的适用价值。关键词:矩形花键;花键铣削;花键工艺;花键加工中图分类号:TG111加工背景矩形花键联接的基本要求是保证联接件的同轴度及传递一定的转矩。矩形花键联接强度高,各部位所受的负荷均匀,导向性和对中性好,联接可靠且能传递较大的转矩,所以在我公司被广泛应用。矩形花键可分为内矩形花键和外矩形花键。其键槽截面尺寸根据GB1144-87按轻、中两个系列规定了不同需求情况下的基本尺寸。所有相关尺寸及形位公差均是标准化值(如图1)。图1内外矩形花键的结构及要求内外矩形花键按结构特征有不同的加工方式。内矩形花键只能通过线切割加工方法保证,因此其表面粗糙度较低,一般按Ra3.2控制。外矩形花键精度要求高,在传统加工方式中通常采用展成法加工,首先通过滚齿开粗槽,在槽的两侧留一定的磨量,在热处理后通过花键磨削工艺才能保证零件的花键齿面最终尺寸以及粗糙度等要求。采用展成法加工的矩形花键,由于其加工方法的限制,往往会在矩形花键的根部形成凹槽(如附图二)。这种凹槽很明显的在外形结构上与零图标注不相符,这种视觉上的差异很容易使检验人员将零件判为不合格,严重影响了零件的交付进度。同时,使用展成法加工时,需要提专用的滚齿刀具,这种专用刀具的制造周期长,成本高,也将对零件的生产周期产生严重的影响。有一些矩形花键空刀槽太小,滚齿加工时,滚齿刀不能让开,另一种加工方案会提专用的插槽刀在车削中心加工,这种...