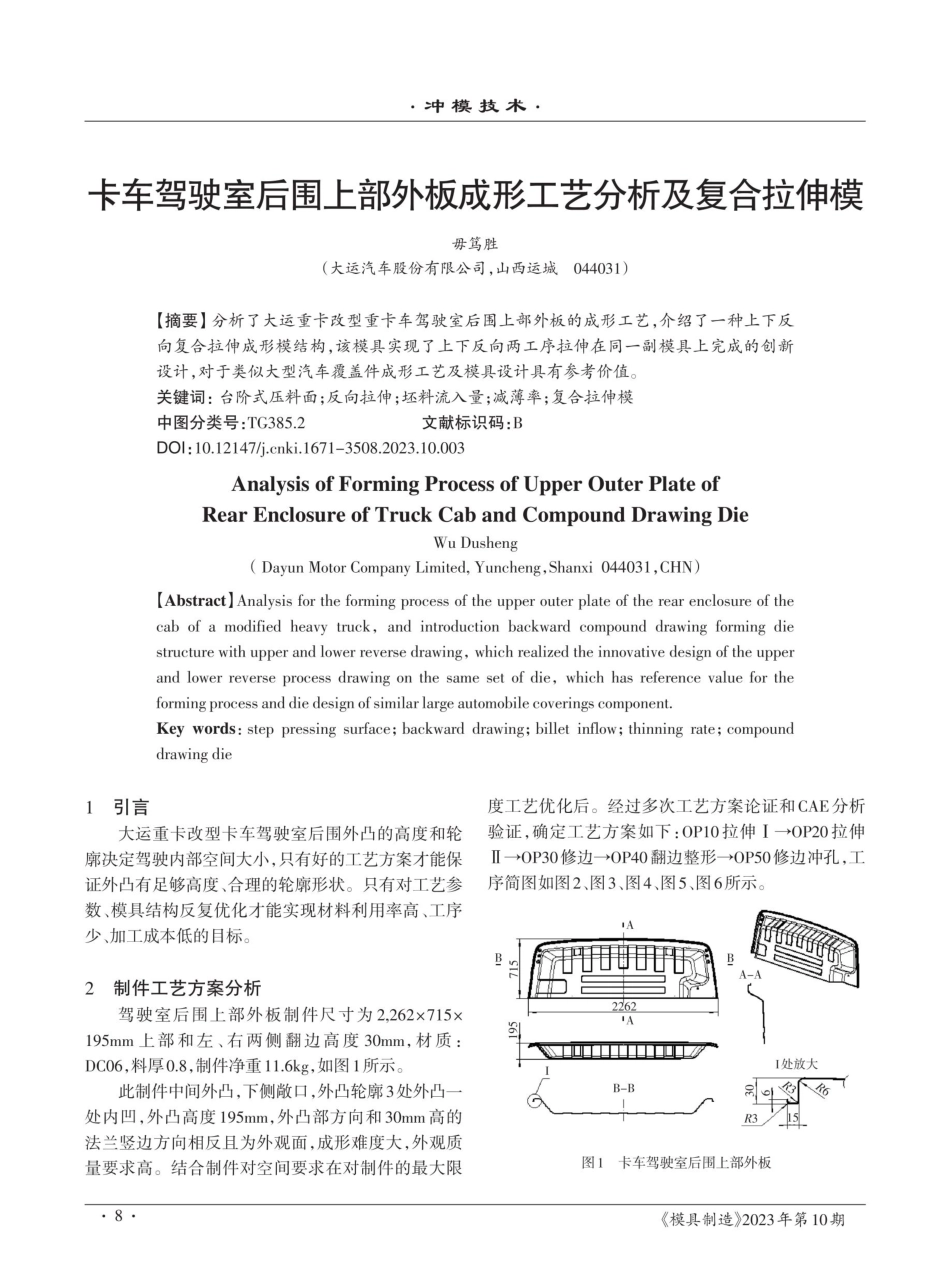
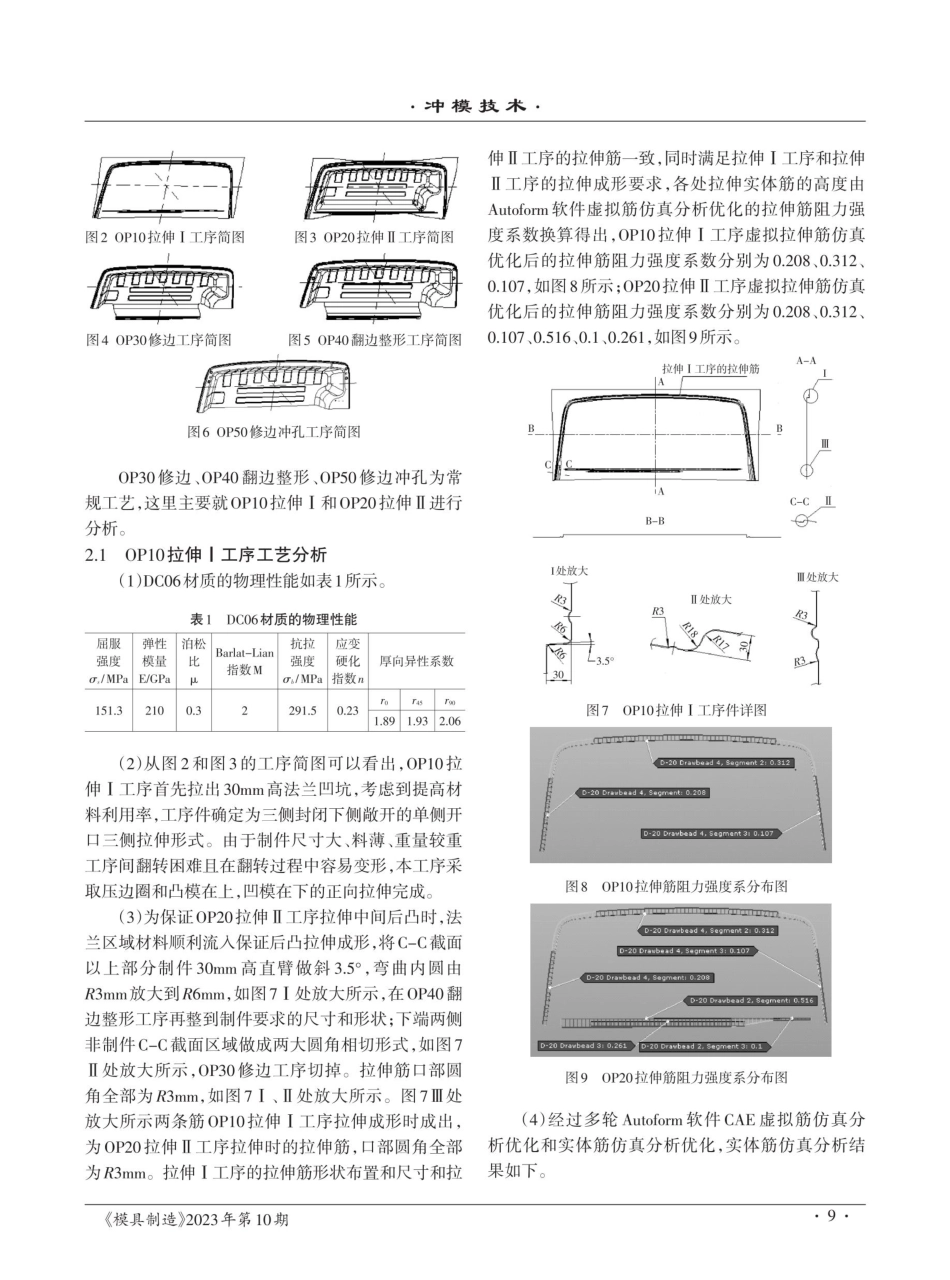
冲模技术·卡车驾驶室后围上部外板成形工艺分析及复合拉伸模母笃胜(大运汽车股份有限公司,山西运城044031)【摘要】分析了大运重卡改型重卡车驾驶室后围上部外板的成形工艺,介绍了一种上下反向复合拉伸成形模结构,该模具实现了上下反向两工序拉伸在同一副模具上完成的创新设计,对于类似大型汽车覆盖件成形工艺及模具设计具有参考价值。关键词:台阶式压料面;反向拉伸;坏料流入量;减薄率;复合拉伸模中图分类号:TG385.2DOl:10.12147/j.cnki.1671-3508.2023.10.003AnalysisofFormingProcessofUpperOuterPlateofRearEnclosureofTruckCabandCompoundDrawingDie(DayunMotorCompanyLimited,Yuncheng,Shanxi044031,CHN)[Abstract]Analysisfortheformingprocessoftheupperouterplateoftherearenclosureofthecabofamodifiedheavytruck,andintroductionbackwardcompounddrawingformingdiestructurewithupperandlowerreversedrawing,whichrealizedtheinnovativedesignoftheupperandlowerreverseprocessdrawingonthesamesetofdie,whichhasreferencevaluefortheformingprocessanddiedesignofsimilarlargeautomobilecoveringscomponent.Keywords:steppressingsurface;backwarddrawing;billetinflow;thinningrate;compounddrawingdie1引言大运重卡改型卡车驾驶室后围外凸的高度和轮廓决定驾驶内部空间大小,只有好的工艺方案才能保证外凸有足够高度、合理的轮廓形状。只有对工艺参数、模具结构反复优化才能实现材料利用率高、工序少、加工成本低的目标。2制件工艺方案分析驾驶室后围上部外板制件尺寸为2,262×715×195mm上部和左、右两侧翻边高度30mm,材质:DC06,料厚0.8,制件净重11.6kg,如图1所示。此制件中间外凸,下侧口,外凸轮廓3处外凸一处内凹,外凸高度195mm,外凸部方向和30mm高的法兰竖边方向相反且为外观面,成形难度大,外观质量要求高。结合制件对空间要求在对制件的最大限文献标识码:BWuDusheng度工艺优化后。经过多次工艺方案论证和CAE分析验证,确定工艺方案如下:OP10拉伸I一→OP20拉伸ⅡI→0P30修边→OP40翻边整形→OP50修边冲孔,工序简图如图2、图3、图4、图5、图6所示。IAB2262IAB-B图1卡车驾驶室后围上部外板BA-AI处放大R3·8·《模具制造》2023年第10期·冲模技术·伸Ⅱ工序的拉伸筋一致,同时满足拉伸I工序和拉伸Ⅱ工序的拉伸成形要求,各处拉伸实体筋的高度由Autoform软件虚拟筋仿真分析优化的拉伸筋阻力强图2OP10拉伸I工序...