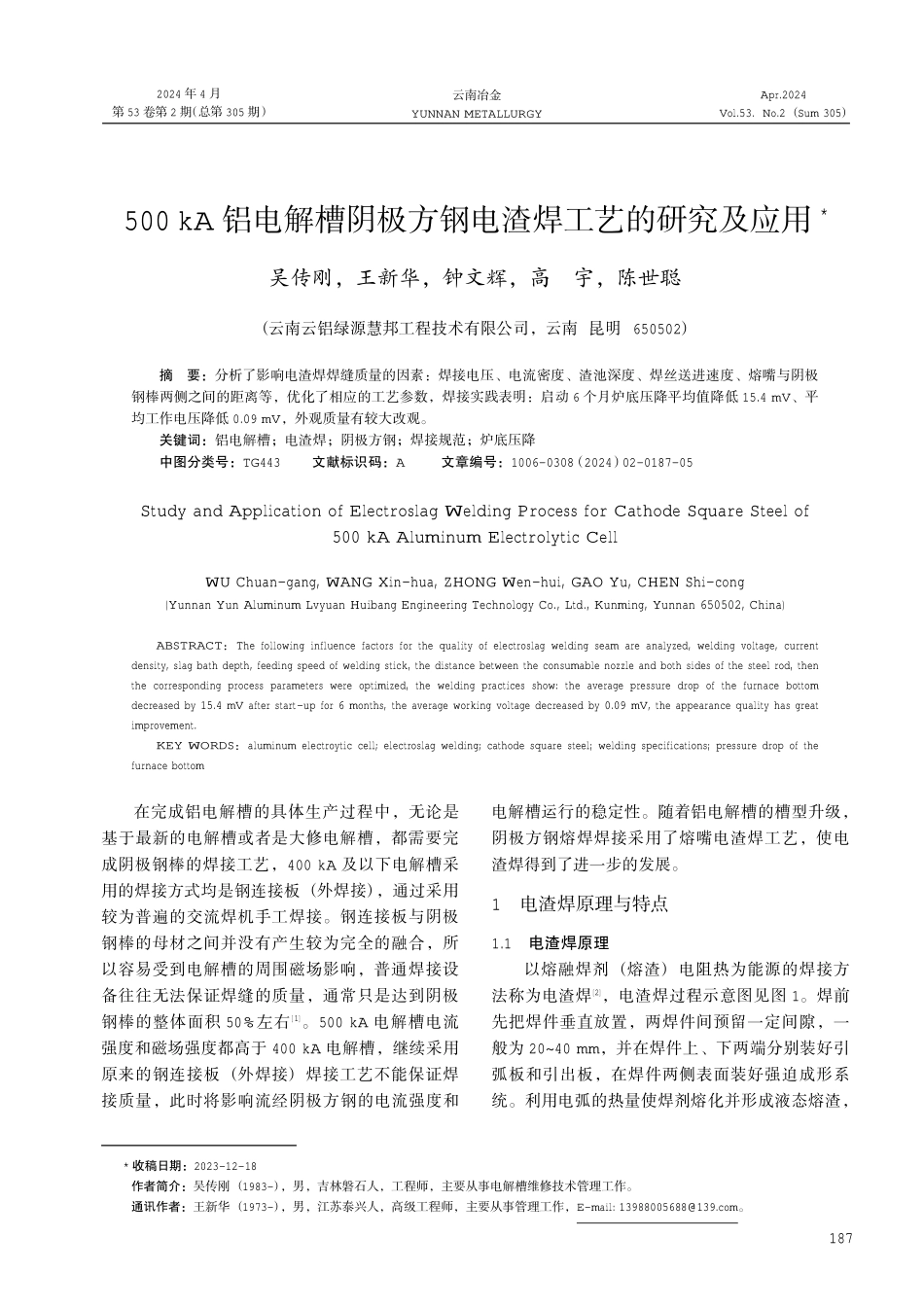
在完成铝电解槽的具体生产过程中,无论是基于最新的电解槽或者是大修电解槽,都需要完成阴极钢棒的焊接工艺,400kA及以下电解槽采用的焊接方式均是钢连接板(外焊接),通过采用较为普遍的交流焊机手工焊接。钢连接板与阴极钢棒的母材之间并没有产生较为完全的融合,所以容易受到电解槽的周围磁场影响,普通焊接设备往往无法保证焊缝的质量,通常只是达到阴极钢棒的整体面积50%左右[1]。500kA电解槽电流强度和磁场强度都高于400kA电解槽,继续采用原来的钢连接板(外焊接)焊接工艺不能保证焊接质量,此时将影响流经阴极方钢的电流强度和电解槽运行的稳定性。随着铝电解槽的槽型升级,阴极方钢熔焊焊接采用了熔嘴电渣焊工艺,使电渣焊得到了进一步的发展。1电渣焊原理与特点1.1电渣焊原理以熔融焊剂(熔渣)电阻热为能源的焊接方法称为电渣焊[2],电渣焊过程示意图见图1。焊前先把焊件垂直放置,两焊件间预留一定间隙,一般为20耀40mm,并在焊件上、下两端分别装好引弧板和引出板,在焊件两侧表面装好强迫成形系统。利用电弧的热量使焊剂熔化并形成液态熔渣,*收稿日期:2023-12-18作者简介:吴传刚(1983-),男,吉林磐石人,工程师,主要从事电解槽维修技术管理工作。通讯作者:王新华(1973-),男,江苏泰兴人,高级工程师,主要从事管理工作,E-mail:13988005688@139.com。Apr.2024Vol.53.No.2(Sum305)2024年4月第53卷第2期(总第305期)云南冶金YUNNANMETALLURGY500kA铝电解槽阴极方钢电渣焊工艺的研究及应用*吴传刚,王新华,钟文辉,高宇,陈世聪(云南云铝绿源慧邦工程技术有限公司,云南昆明650502)摘要:分析了影响电渣焊焊缝质量的因素:焊接电压、电流密度、渣池深度、焊丝送进速度、熔嘴与阴极钢棒两侧之间的距离等,优化了相应的工艺参数,焊接实践表明:启动6个月炉底压降平均值降低15.4mV、平均工作电压降低0.09mV,外观质量有较大改观。关键词:铝电解槽;电渣焊;阴极方钢;焊接规范;炉底压降中图分类号:TG443文献标识码:A文章编号:1006-0308(2024)02-0187-05StudyandApplicationofElectroslagWeldingProcessforCathodeSquareSteelof500kAAluminumElectrolyticCellWUChuan-gang,WANGXin-hua,ZHONGWen-hui,GAOYu,CHENShi-cong(YunnanYunAluminumLvyuanHuibangEngineeringTechnologyCo.,Ltd.,Kunming,Yunnan650502,China)ABSTRACT:Thefollowinginfluencefactorsforthequalityofelectroslagweldingseamareanalyzed,weld...