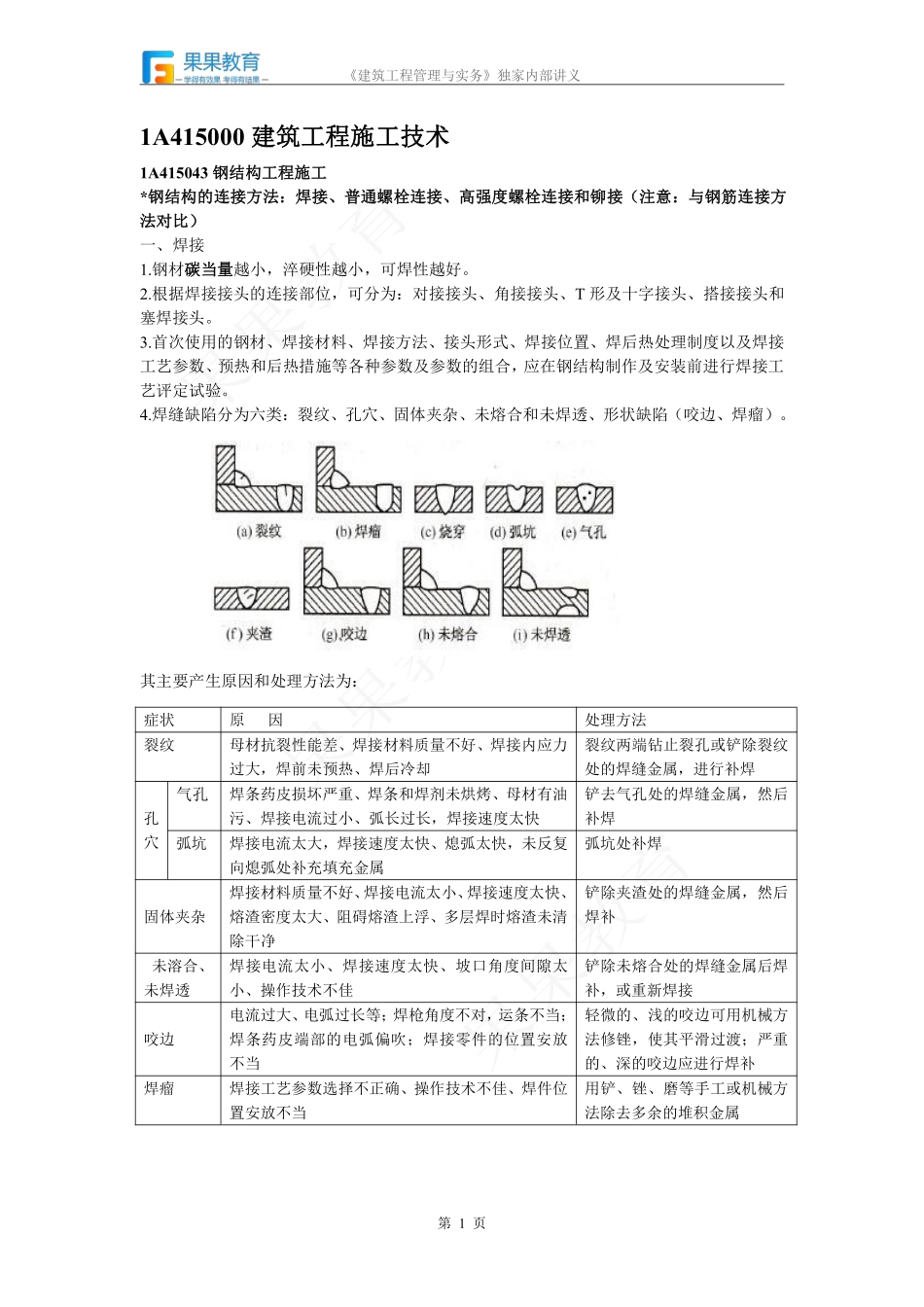
《建筑工程管理与实务》独家内部讲义第1页1A415000建筑工程施工技术1A415043钢结构工程施工*钢结构的连接方法:焊接、普通螺栓连接、高强度螺栓连接和铆接(注意:与钢筋连接方法对比)一、焊接1.钢材碳当量越小,淬硬性越小,可焊性越好。2.根据焊接接头的连接部位,可分为:对接接头、角接接头、T形及十字接头、搭接接头和塞焊接头。3.首次使用的钢材、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理制度以及焊接工艺参数、预热和后热措施等各种参数及参数的组合,应在钢结构制作及安装前进行焊接工艺评定试验。4.焊缝缺陷分为六类:裂纹、孔穴、固体夹杂、未熔合和未焊透、形状缺陷(咬边、焊瘤)。其主要产生原因和处理方法为:症状原因处理方法裂纹母材抗裂性能差、焊接材料质量不好、焊接内应力过大,焊前未预热、焊后冷却裂纹两端钻止裂孔或铲除裂纹处的焊缝金属,进行补焊孔穴气孔焊条药皮损坏严重、焊条和焊剂未烘烤、母材有油污、焊接电流过小、弧长过长,焊接速度太快铲去气孔处的焊缝金属,然后补焊弧坑焊接电流太大,焊接速度太快、熄弧太快,未反复向熄弧处补充填充金属弧坑处补焊固体夹杂焊接材料质量不好、焊接电流太小、焊接速度太快、熔渣密度太大、阻碍熔渣上浮、多层焊时熔渣未清除干净铲除夹渣处的焊缝金属,然后焊补未溶合、未焊透焊接电流太小、焊接速度太快、坡口角度间隙太小、操作技术不佳铲除未熔合处的焊缝金属后焊补,或重新焊接咬边电流过大、电弧过长等;焊枪角度不对,运条不当;焊条药皮端部的电弧偏吹;焊接零件的位置安放不当轻微的、浅的咬边可用机械方法修锉,使其平滑过渡;严重的、深的咬边应进行焊补焊瘤焊接工艺参数选择不正确、操作技术不佳、焊件位置安放不当用铲、锉、磨等手工或机械方法除去多余的堆积金属《建筑工程管理与实务》独家内部讲义第2页【2016案例二、3焊接参数组合】【2012年案例二问题2】【2018补考真题6】【2018年真题12】下列属于产生焊缝固体夹渣缺陷主要原因的是()。P121A.焊缝布置不当B.焊前未预热C.焊接电流太小D.焊条未烘烤答案:C【2016案例二、3焊接参数组合】【2012年案例二问题2】【2017年真题23】钢结构焊接连接的优点有()。A.节约钢材B.构造简单C.易于采用自动化操作D.加工方便E.易于检查答案:ABCD二、螺栓连接1.钢结构中使用的连接螺栓一般分为普通螺栓和高强度螺栓两种。(高强螺栓的形状、连接构造与普通螺栓基本相同,两者的主要区别是:普通螺栓连接依靠杆...