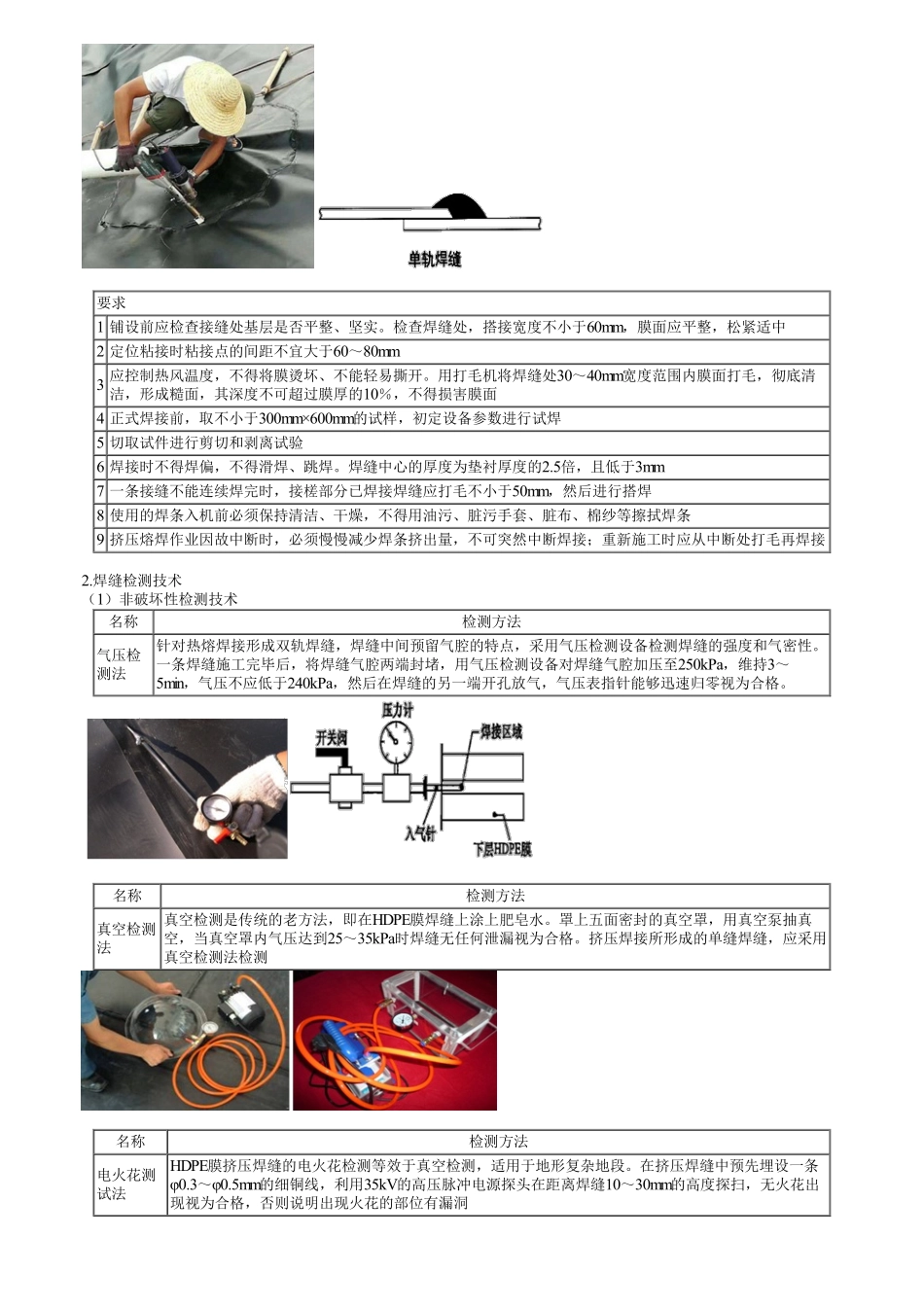
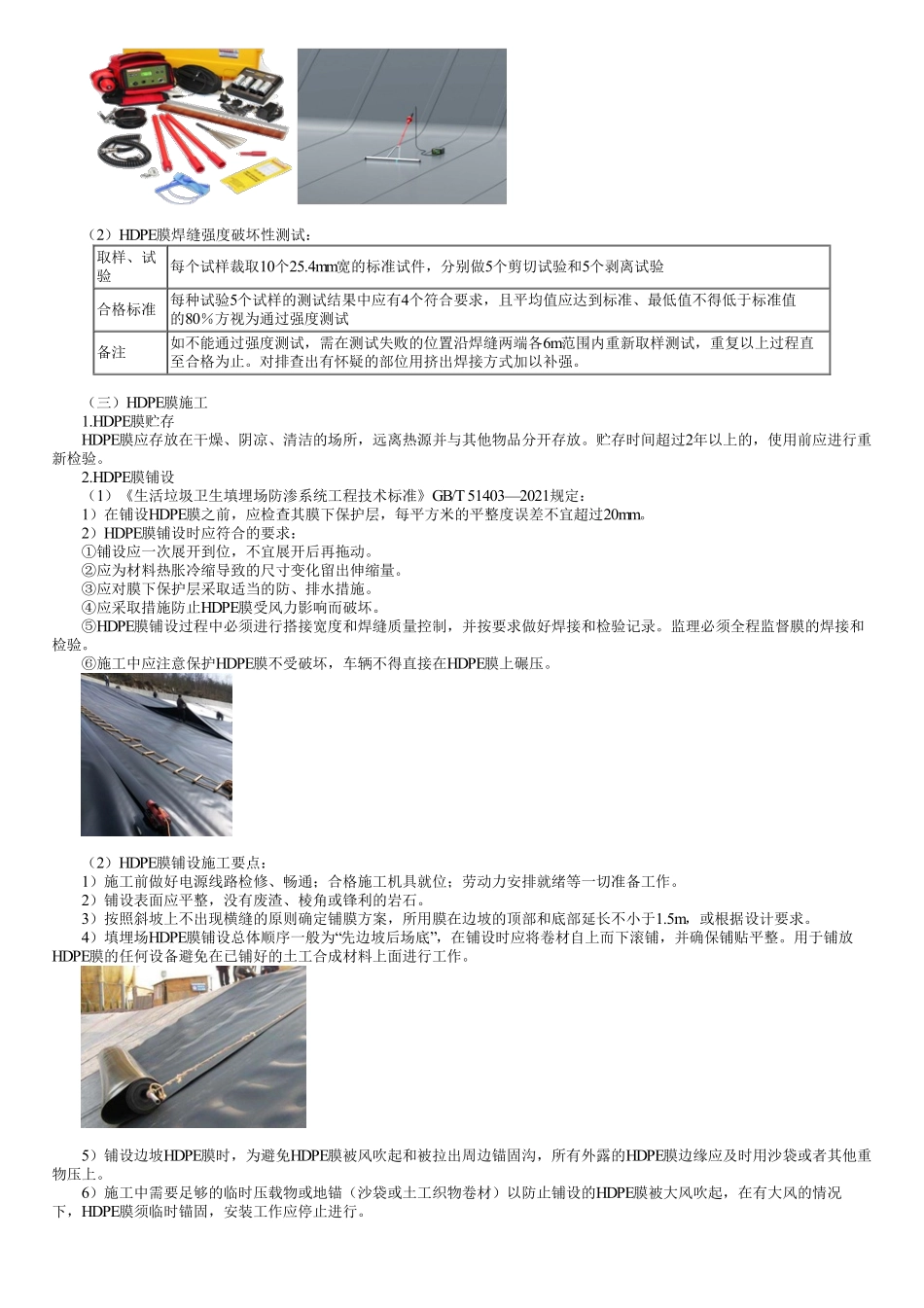
三、聚乙烯(三、聚乙烯(HDPE)膜防渗层施工技术)膜防渗层施工技术HDPE膜特点:不易被破坏、寿命长且防渗效果极强,其自身质量及焊接质量是防渗层施工质量的关键。(一)施工流程(二)焊接工艺与焊缝检测技术1.焊接工艺(1)双缝热熔焊接:焊机双轨热熔焊机原理在膜的接缝位置施加一定温度使HDPE膜本体熔化,在一定的压力作用下结合在一起,形成与原材料性能完全一致、厚度更大、力学性能更好的严密焊缝要求焊接前应去除灰尘、污物,使搭接部分保持清洁、干燥。焊接部分不得有划伤、污点、水分、灰尘以及杂质(2)单缝挤压焊接焊机单轨挤出焊机原理采用与HDPE膜相同材质的焊条,通过单轨挤出焊机把HDPE焊条熔融挤出,通过外界的压力把焊条熔料均匀挤压在已经除去表面氧化物的焊缝上用途主要用于糙面膜与糙面膜之间的连接、各类修补和双轨热熔焊机无法焊接的部位要求1铺设前应检查接缝处基层是否平整、坚实。检查焊缝处,搭接宽度不小于60mm,膜面应平整,松紧适中2定位粘接时粘接点的间距不宜大于60~80mm3应控制热风温度,不得将膜烫坏、不能轻易撕开。用打毛机将焊缝处30~40mm宽度范围内膜面打毛,彻底清洁,形成糙面,其深度不可超过膜厚的10%,不得损害膜面4正式焊接前,取不小于300mm×600mm的试样,初定设备参数进行试焊5切取试件进行剪切和剥离试验6焊接时不得焊偏,不得滑焊、跳焊。焊缝中心的厚度为垫衬厚度的2.5倍,且低于3mm7一条接缝不能连续焊完时,接槎部分已焊接焊缝应打毛不小于50mm,然后进行搭焊8使用的焊条入机前必须保持清洁、干燥,不得用油污、脏污手套、脏布、棉纱等擦拭焊条9挤压熔焊作业因故中断时,必须慢慢减少焊条挤出量,不可突然中断焊接;重新施工时应从中断处打毛再焊接2.焊缝检测技术(1)非破坏性检测技术名称检测方法气压检测法针对热熔焊接形成双轨焊缝,焊缝中间预留气腔的特点,采用气压检测设备检测焊缝的强度和气密性。一条焊缝施工完毕后,将焊缝气腔两端封堵,用气压检测设备对焊缝气腔加压至250kPa,维持3~5min,气压不应低于240kPa,然后在焊缝的另一端开孔放气,气压表指针能够迅速归零视为合格。名称检测方法真空检测法真空检测是传统的老方法,即在HDPE膜焊缝上涂上肥皂水。罩上五面密封的真空罩,用真空泵抽真空,当真空罩内气压达到25~35kPa时焊缝无任何泄漏视为合格。挤压焊接所形成的单缝焊缝,应采用真空检测法检测名称检测方法电火花测试法HDPE膜挤压焊缝的电火花检测等效于真空检测...