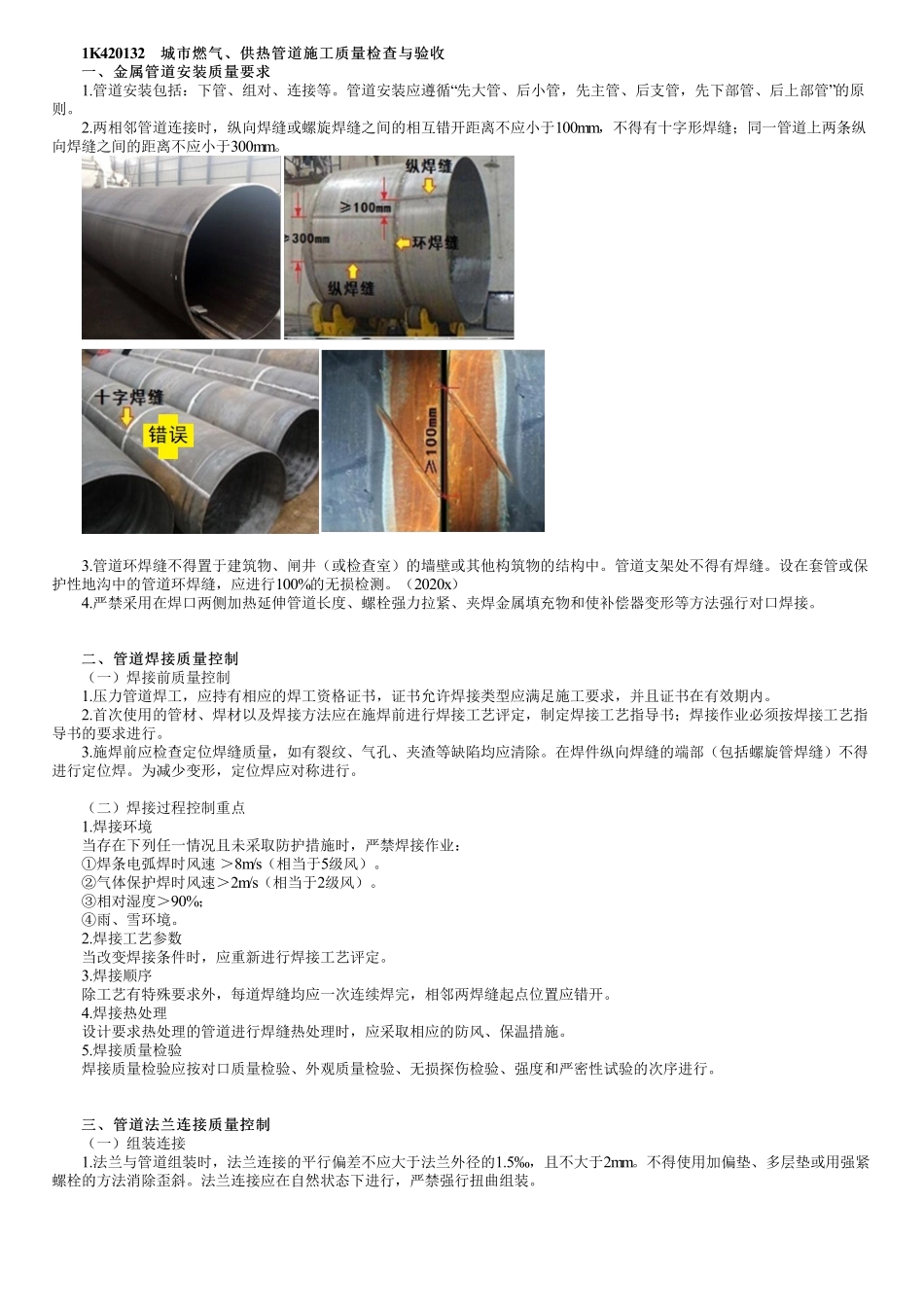
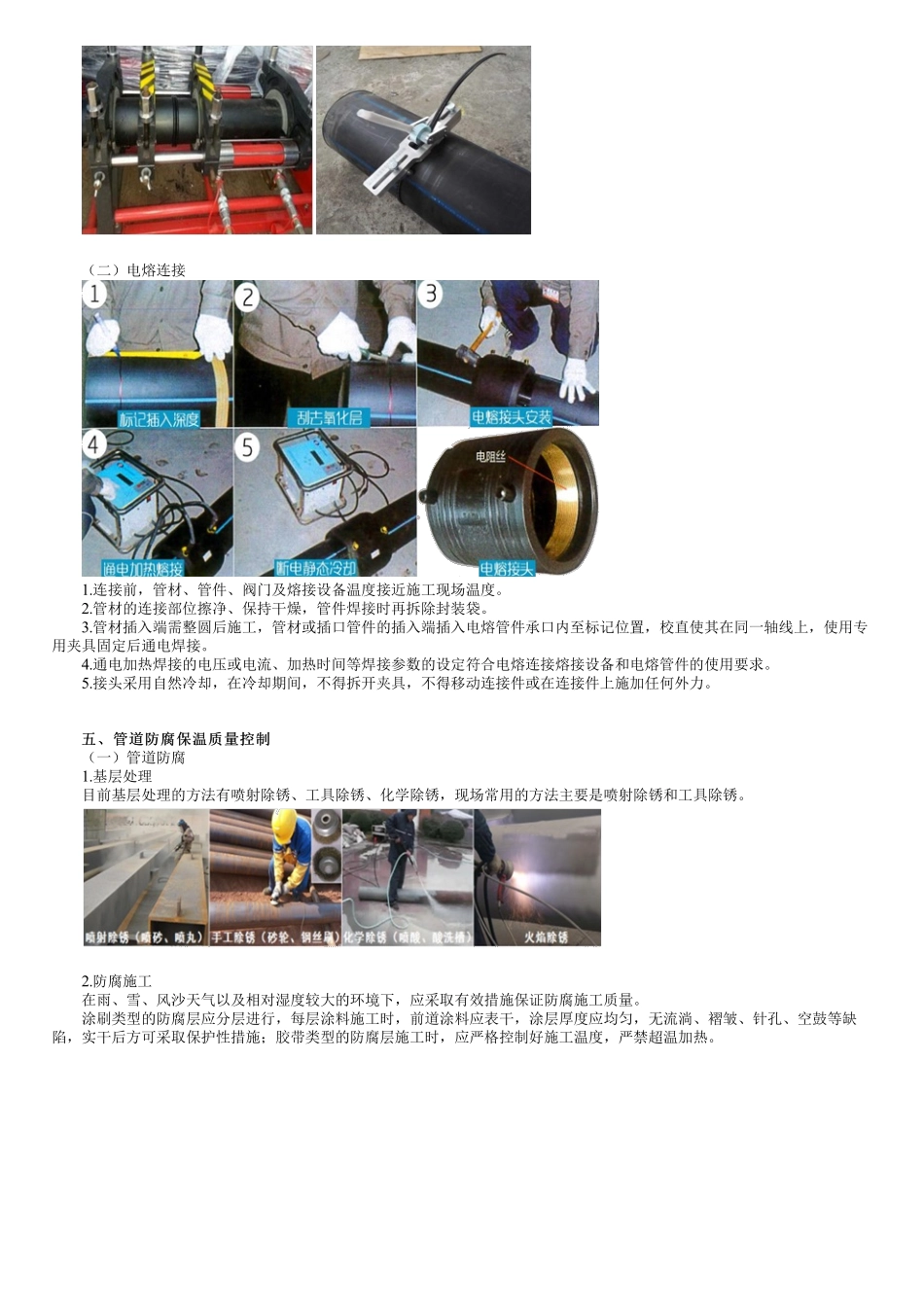
1K420132城市燃气、供热管道施工质量检查与验收城市燃气、供热管道施工质量检查与验收一、金属管道安装质量要求一、金属管道安装质量要求1.管道安装包括:下管、组对、连接等。管道安装应遵循“先大管、后小管,先主管、后支管,先下部管、后上部管”的原则。2.两相邻管道连接时,纵向焊缝或螺旋焊缝之间的相互错开距离不应小于100mm,不得有十字形焊缝;同一管道上两条纵向焊缝之间的距离不应小于300mm。3.管道环焊缝不得置于建筑物、闸井(或检查室)的墙壁或其他构筑物的结构中。管道支架处不得有焊缝。设在套管或保护性地沟中的管道环焊缝,应进行100%的无损检测。(2020x)4.严禁采用在焊口两侧加热延伸管道长度、螺栓强力拉紧、夹焊金属填充物和使补偿器变形等方法强行对口焊接。二、管道焊接质量控制二、管道焊接质量控制(一)焊接前质量控制1.压力管道焊工,应持有相应的焊工资格证书,证书允许焊接类型应满足施工要求,并且证书在有效期内。2.首次使用的管材、焊材以及焊接方法应在施焊前进行焊接工艺评定,制定焊接工艺指导书;焊接作业必须按焊接工艺指导书的要求进行。3.施焊前应检查定位焊缝质量,如有裂纹、气孔、夹渣等缺陷均应清除。在焊件纵向焊缝的端部(包括螺旋管焊缝)不得进行定位焊。为减少变形,定位焊应对称进行。(二)焊接过程控制重点1.焊接环境当存在下列任一情况且未采取防护措施时,严禁焊接作业:①焊条电弧焊时风速>8m/s(相当于5级风)。②气体保护焊时风速>2m/s(相当于2级风)。③相对湿度>90%;④雨、雪环境。2.焊接工艺参数当改变焊接条件时,应重新进行焊接工艺评定。3.焊接顺序除工艺有特殊要求外,每道焊缝均应一次连续焊完,相邻两焊缝起点位置应错开。4.焊接热处理设计要求热处理的管道进行焊缝热处理时,应采取相应的防风、保温措施。5.焊接质量检验焊接质量检验应按对口质量检验、外观质量检验、无损探伤检验、强度和严密性试验的次序进行。三、管道法兰连接质量控制三、管道法兰连接质量控制(一)组装连接1.法兰与管道组装时,法兰连接的平行偏差不应大于法兰外径的1.5‰,且不大于2mm。不得使用加偏垫、多层垫或用强紧螺栓的方法消除歪斜。法兰连接应在自然状态下进行,严禁强行扭曲组装。2.法兰在与管道焊接连接时,应按标准规定双侧焊接。四、聚乙烯(四、聚乙烯(PE)管道连接质量控制)管道连接质量控制聚乙烯管道连接的方法有热熔连接和电熔连接。(一)热熔连接1.根据聚乙烯管材、管件...