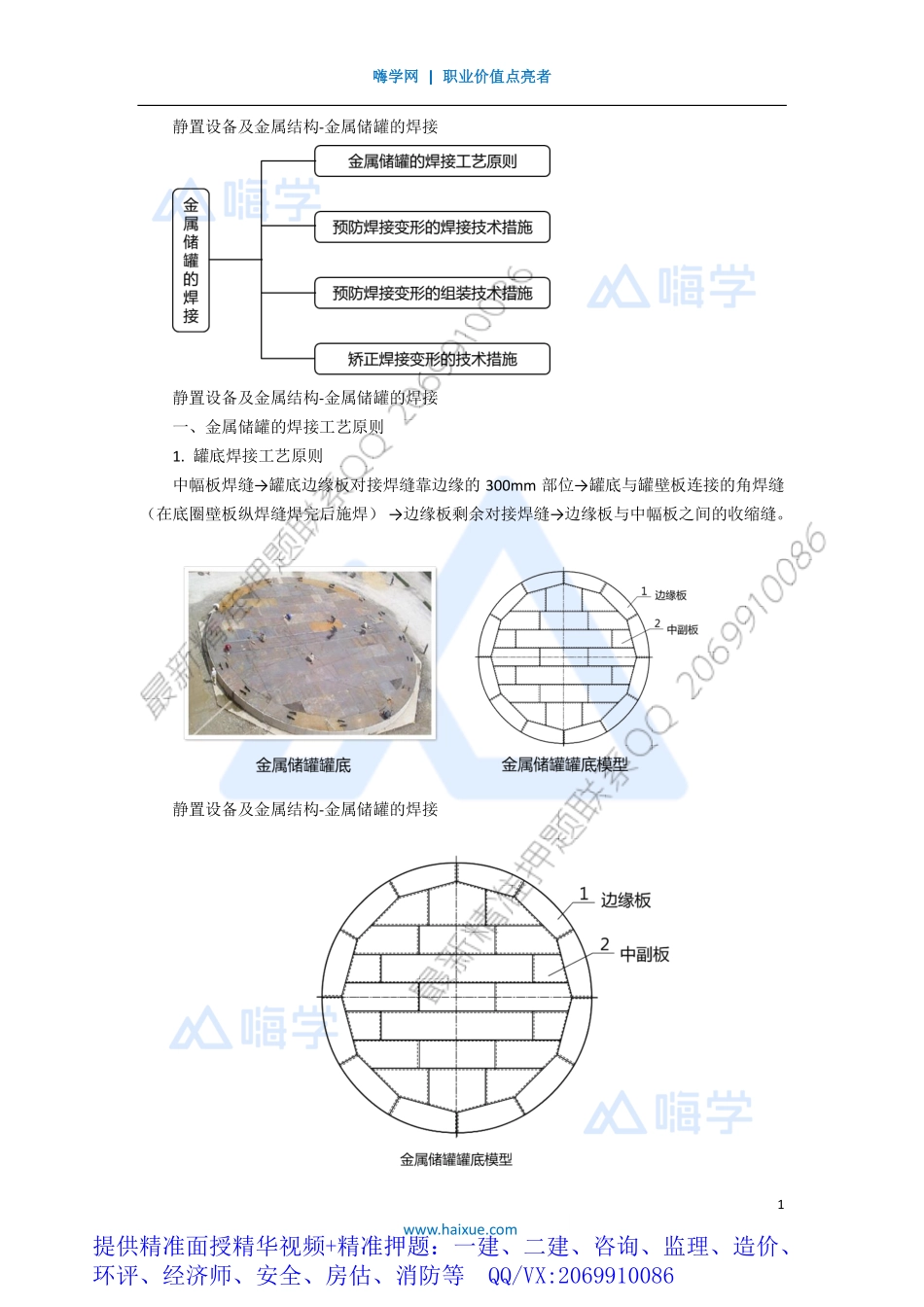
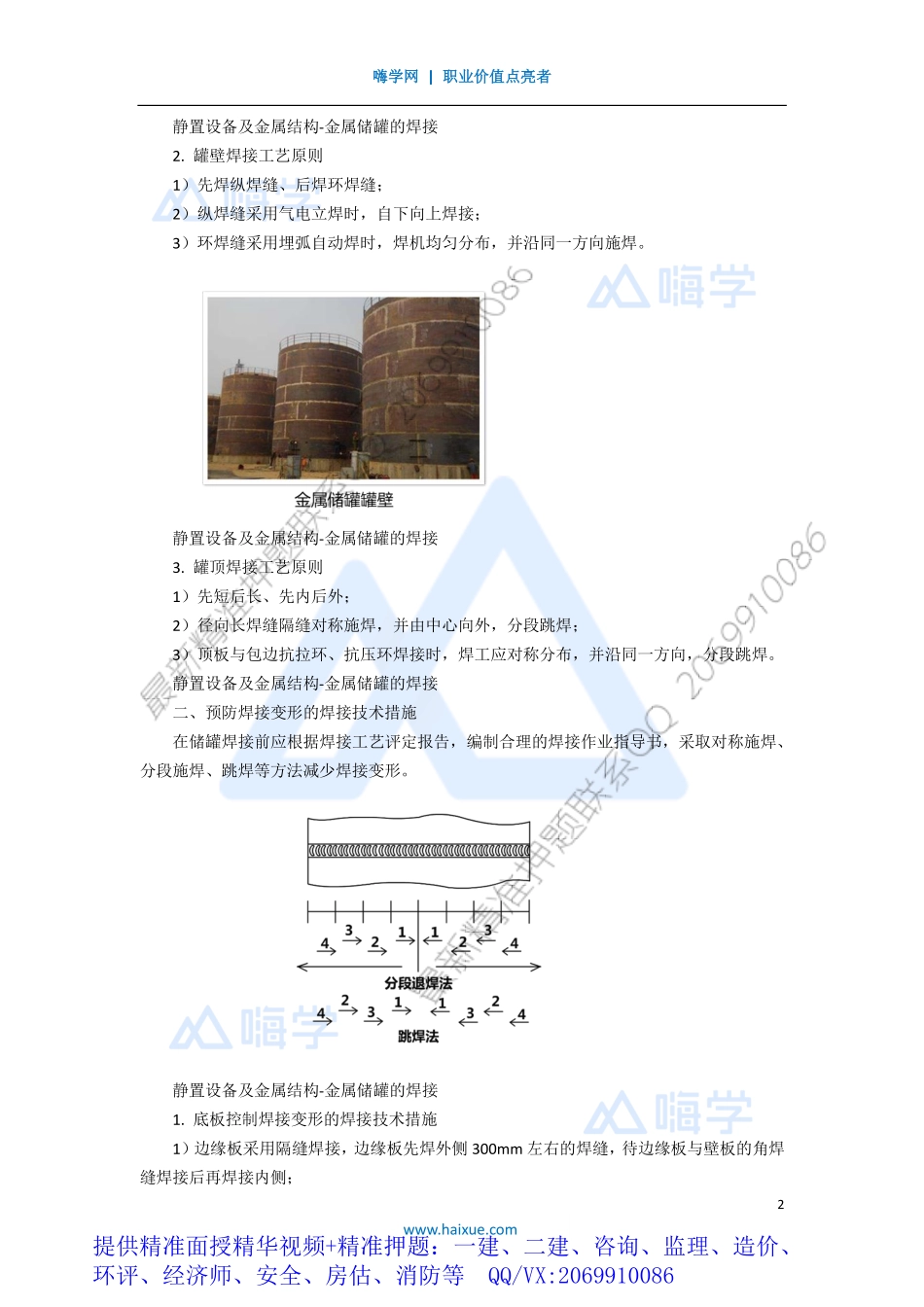
嗨学网|职业价值点亮者1www.haixue.com静置设备及金属结构-金属储罐的焊接静置设备及金属结构-金属储罐的焊接一、金属储罐的焊接工艺原则1.罐底焊接工艺原则中幅板焊缝→罐底边缘板对接焊缝靠边缘的300mm部位→罐底与罐壁板连接的角焊缝(在底圈壁板纵焊缝焊完后施焊)→边缘板剩余对接焊缝→边缘板与中幅板之间的收缩缝。静置设备及金属结构-金属储罐的焊接提供精准面授精华视频+精准押题:一建、二建、咨询、监理、造价、环评、经济师、安全、房估、消防等QQ/VX:2069910086嗨学网|职业价值点亮者2www.haixue.com静置设备及金属结构-金属储罐的焊接2.罐壁焊接工艺原则1)先焊纵焊缝、后焊环焊缝;2)纵焊缝采用气电立焊时,自下向上焊接;3)环焊缝采用埋弧自动焊时,焊机均匀分布,并沿同一方向施焊。静置设备及金属结构-金属储罐的焊接3.罐顶焊接工艺原则1)先短后长、先内后外;2)径向长焊缝隔缝对称施焊,并由中心向外,分段跳焊;3)顶板与包边抗拉环、抗压环焊接时,焊工应对称分布,并沿同一方向,分段跳焊。静置设备及金属结构-金属储罐的焊接二、预防焊接变形的焊接技术措施在储罐焊接前应根据焊接工艺评定报告,编制合理的焊接作业指导书,采取对称施焊、分段施焊、跳焊等方法减少焊接变形。静置设备及金属结构-金属储罐的焊接1.底板控制焊接变形的焊接技术措施1)边缘板采用隔缝焊接,边缘板先焊外侧300mm左右的焊缝,待边缘板与壁板的角焊缝焊接后再焊接内侧;提供精准面授精华视频+精准押题:一建、二建、咨询、监理、造价、环评、经济师、安全、房估、消防等QQ/VX:2069910086嗨学网|职业价值点亮者3www.haixue.com静置设备及金属结构-金属储罐的焊接2)中幅板焊接先焊短焊缝、后焊长焊缝,焊前将长焊缝的定位焊点全部铲开并用定位板固定,遵循由罐中心向四周并隔缝对称施焊的原则,分段退焊或跳焊;静置设备及金属结构-金属储罐的焊接3)罐底与罐壁连接的角焊缝:先焊内侧环形角焊缝,再焊外侧环形角焊缝,由数对焊工对称均匀分布,并沿同一方向分段焊接,初层焊道采用分段退焊或跳焊。静置设备及金属结构-金属储罐的焊接2.壁板控制焊接变形的焊接技术措施1)壁板焊接时,应先焊接纵焊缝、后焊接环焊缝,环焊缝焊接时要求焊工对称分布,沿同一方向施焊;2)打底焊时,焊工要分段退焊或分段跳焊;3)薄板焊接时,采用Ø3.2的焊条、小电流、快速焊的焊接参数,用小焊接热输入,减少焊缝的热输入,降低焊接应力,减少焊接变形。提供精...