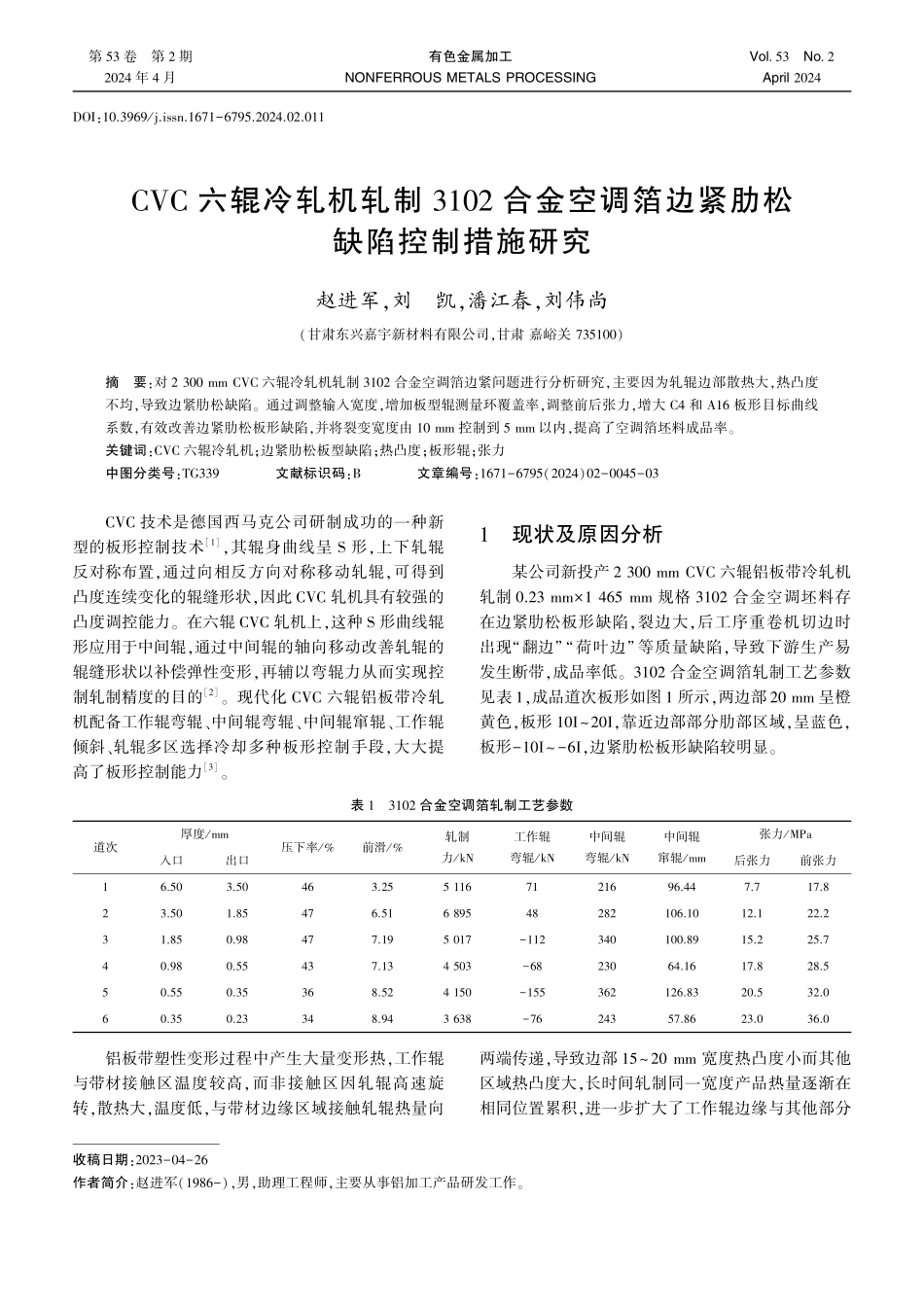
第53卷第2期有色金属加工Vol53No22024年4月NONFERROUSMETALSPROCESSINGApril2024DOI:10.3969/j.issn.1671-6795.2024.02.011CVC六辊冷轧机轧制3102合金空调箔边紧肋松缺陷控制措施研究赵进军ꎬ刘凯ꎬ潘江春ꎬ刘伟尚(甘肃东兴嘉宇新材料有限公司ꎬ甘肃嘉峪关735100)收稿日期:2023-04-26作者简介:赵进军(1986-)ꎬ男ꎬ助理工程师ꎬ主要从事铝加工产品研发工作ꎮ摘要:对2300mmCVC六辊冷轧机轧制3102合金空调箔边紧问题进行分析研究ꎬ主要因为轧辊边部散热大ꎬ热凸度不均ꎬ导致边紧肋松缺陷ꎮ通过调整输入宽度ꎬ增加板型辊测量环覆盖率ꎬ调整前后张力ꎬ增大C4和A16板形目标曲线系数ꎬ有效改善边紧肋松板形缺陷ꎬ并将裂变宽度由10mm控制到5mm以内ꎬ提高了空调箔坯料成品率ꎮ关键词:CVC六辊冷轧机ꎻ边紧肋松板型缺陷ꎻ热凸度ꎻ板形辊ꎻ张力中图分类号:TG339文献标识码:B文章编号:1671-6795(2024)02-0045-03CVC技术是德国西马克公司研制成功的一种新型的板形控制技术[1]ꎬ其辊身曲线呈S形ꎬ上下轧辊反对称布置ꎬ通过向相反方向对称移动轧辊ꎬ可得到凸度连续变化的辊缝形状ꎬ因此CVC轧机具有较强的凸度调控能力ꎮ在六辊CVC轧机上ꎬ这种S形曲线辊形应用于中间辊ꎬ通过中间辊的轴向移动改善轧辊的辊缝形状以补偿弹性变形ꎬ再辅以弯辊力从而实现控制轧制精度的目的[2]ꎮ现代化CVC六辊铝板带冷轧机配备工作辊弯辊、中间辊弯辊、中间辊窜辊、工作辊倾斜、轧辊多区选择冷却多种板形控制手段ꎬ大大提高了板形控制能力[3]ꎮ1现状及原因分析某公司新投产2300mmCVC六辊铝板带冷轧机轧制0.23mm×1465mm规格3102合金空调坯料存在边紧肋松板形缺陷ꎬ裂边大ꎬ后工序重卷机切边时出现“翻边”“荷叶边”等质量缺陷ꎬ导致下游生产易发生断带ꎬ成品率低ꎮ3102合金空调箔轧制工艺参数见表1ꎬ成品道次板形如图1所示ꎬ两边部20mm呈橙黄色ꎬ板形10I~20Iꎬ靠近边部部分肋部区域ꎬ呈蓝色ꎬ板形-10I~-6Iꎬ边紧肋松板形缺陷较明显ꎮ表13102合金空调箔轧制工艺参数道次厚度/mm入口出口压下率/%前滑/%轧制力/kN工作辊弯辊/kN中间辊弯辊/kN中间辊窜辊/mm张力/MPa后张力前张力16.503.50463.255116...