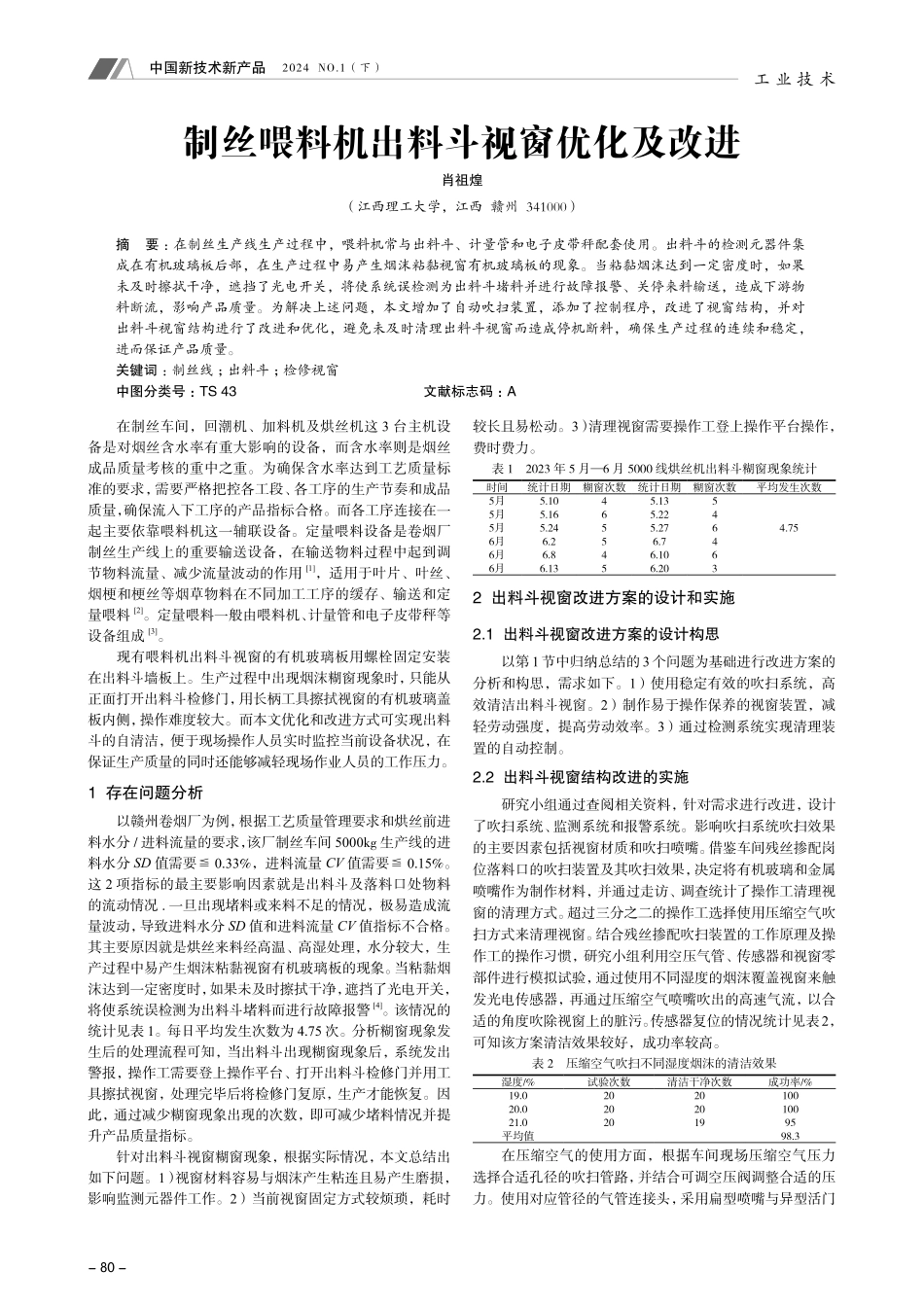
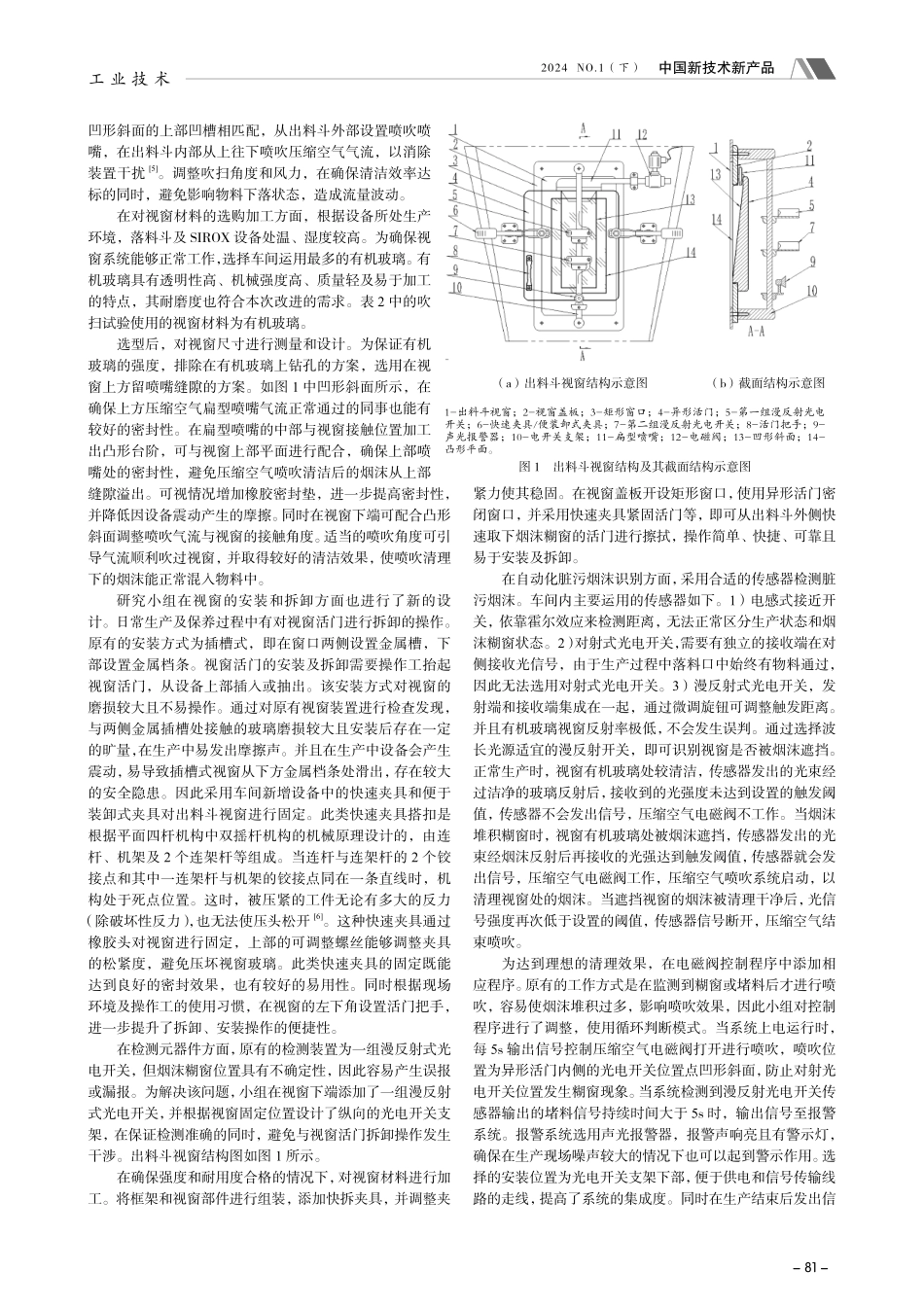
中国新技术新产品2024NO.1(下)-80-工业技术在制丝车间,回潮机、加料机及烘丝机这3台主机设备是对烟丝含水率有重大影响的设备,而含水率则是烟丝成品质量考核的重中之重。为确保含水率达到工艺质量标准的要求,需要严格把控各工段、各工序的生产节奏和成品质量,确保流入下工序的产品指标合格。而各工序连接在一起主要依靠喂料机这一辅联设备。定量喂料设备是卷烟厂制丝生产线上的重要输送设备,在输送物料过程中起到调节物料流量、减少流量波动的作用[1],适用于叶片、叶丝、烟梗和梗丝等烟草物料在不同加工工序的缓存、输送和定量喂料[2]。定量喂料一般由喂料机、计量管和电子皮带秤等设备组成[3]。现有喂料机出料斗视窗的有机玻璃板用螺栓固定安装在出料斗墙板上。生产过程中出现烟沫糊窗现象时,只能从正面打开出料斗检修门,用长柄工具擦拭视窗的有机玻璃盖板内侧,操作难度较大。而本文优化和改进方式可实现出料斗的自清洁,便于现场操作人员实时监控当前设备状况,在保证生产质量的同时还能够减轻现场作业人员的工作压力。1存在问题分析以赣州卷烟厂为例,根据工艺质量管理要求和烘丝前进料水分/进料流量的要求,该厂制丝车间5000kg生产线的进料水分SD值需要≦0.33%,进料流量CV值需要≦0.15%。这2项指标的最主要影响因素就是出料斗及落料口处物料的流动情况.一旦出现堵料或来料不足的情况,极易造成流量波动,导致进料水分SD值和进料流量CV值指标不合格。其主要原因就是烘丝来料经高温、高湿处理,水分较大,生产过程中易产生烟沫粘黏视窗有机玻璃板的现象。当粘黏烟沫达到一定密度时,如果未及时擦拭干净,遮挡了光电开关,将使系统误检测为出料斗堵料而进行故障报警[4]。该情况的统计见表1。每日平均发生次数为4.75次。分析糊窗现象发生后的处理流程可知,当出料斗出现糊窗现象后,系统发出警报,操作工需要登上操作平台、打开出料斗检修门并用工具擦拭视窗,处理完毕后将检修门复原,生产才能恢复。因此,通过减少糊窗现象出现的次数,即可减少堵料情况并提升产品质量指标。针对出料斗视窗糊窗现象,根据实际情况,本文总结出如下问题。1)视窗材料容易与烟沫产生粘连且易产生磨损,影响监测元器件工作。2)当前视窗固定方式较烦琐,耗时较长且易松动。3)清理视窗需要操作工登上操作平台操作,费时费力。表12023年5月—6月5000线烘丝机出料斗糊窗现象统计时间统计日期糊窗次数统计日期糊窗次数平均发生次数5月5.1045.1355月5.1665.22...