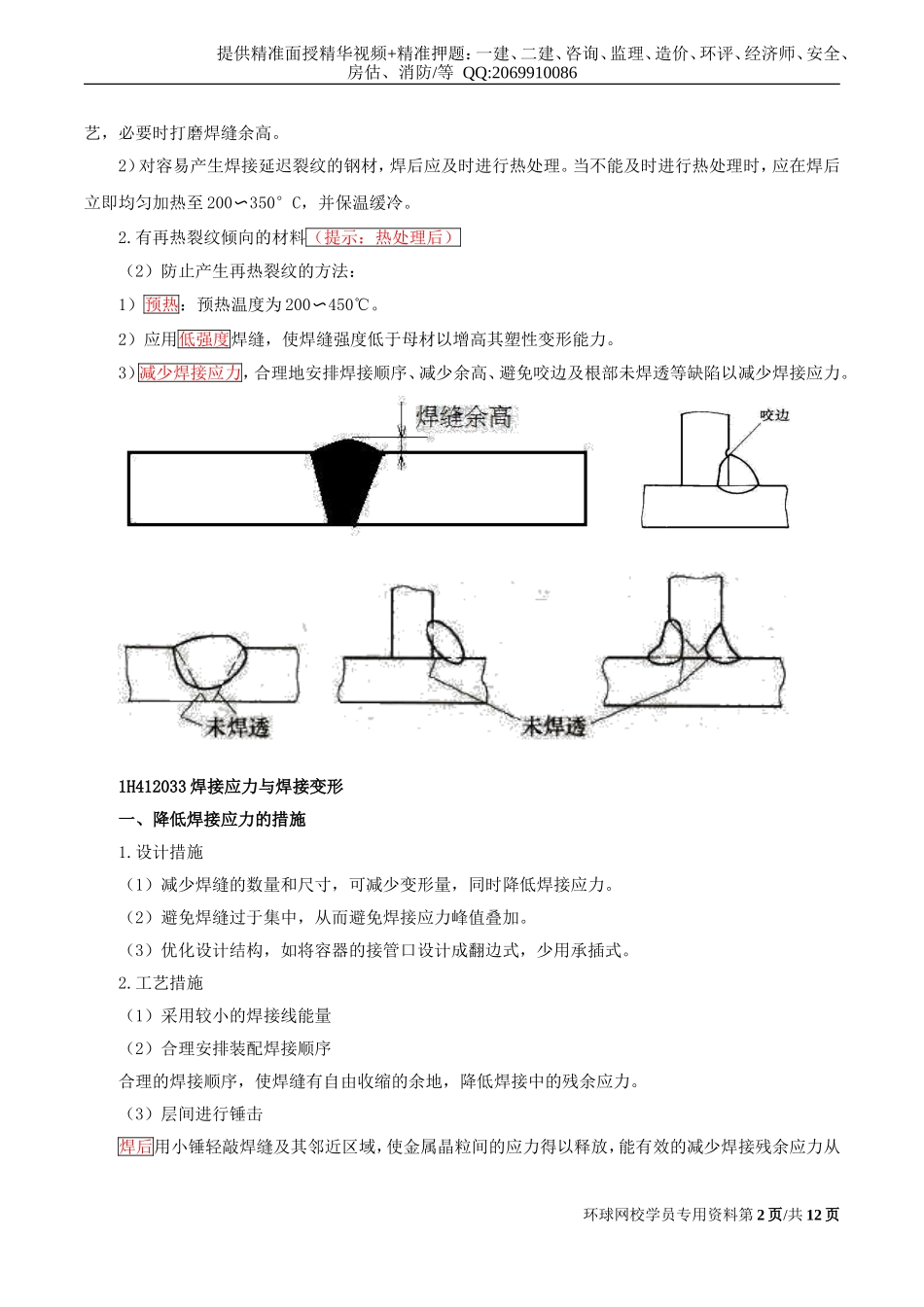
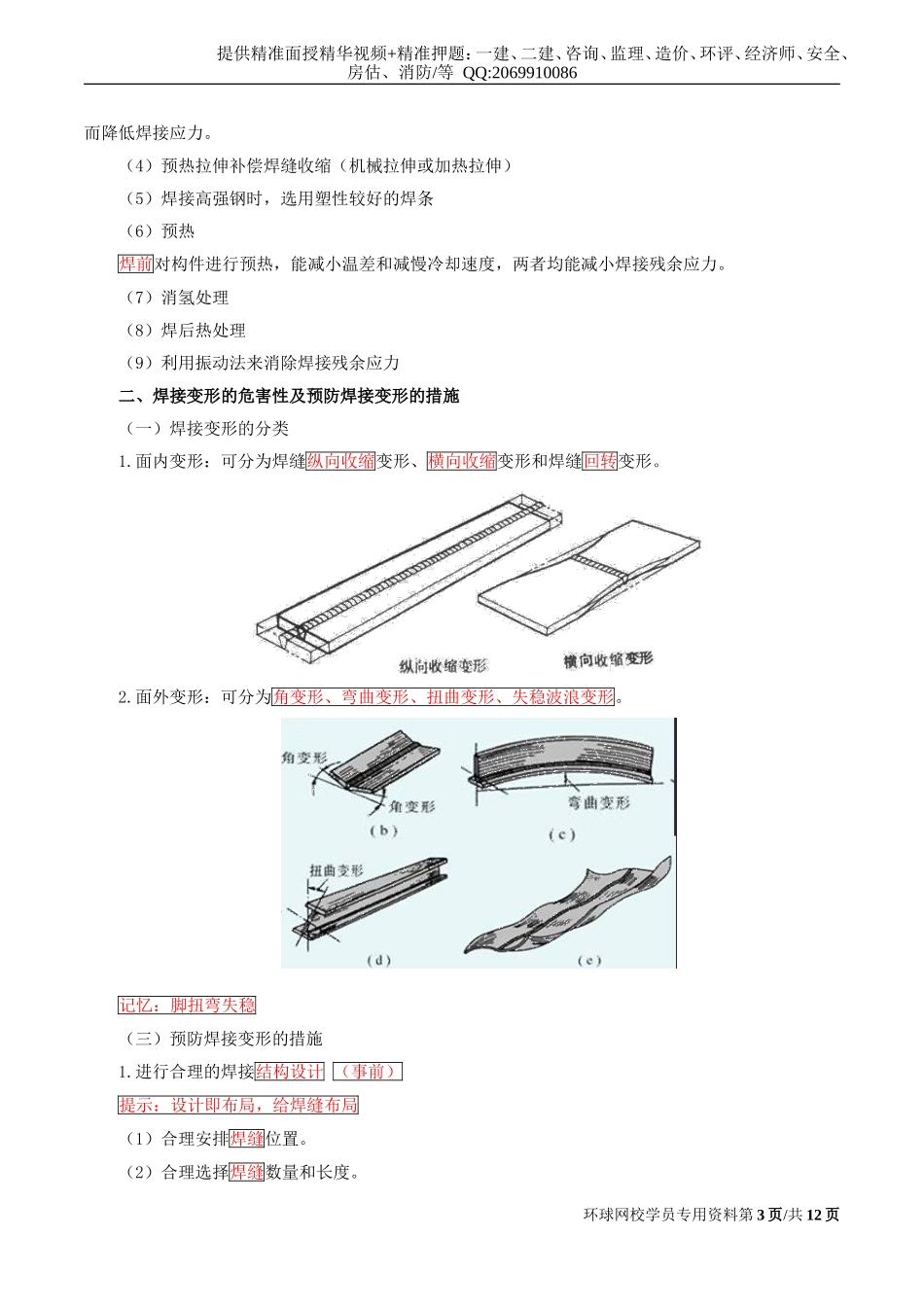
提供精准面授精华视频+精准押题:一建、二建、咨询、监理、造价、环评、经济师、安全、房估、消防/等QQ:2069910086四、焊接工艺技术(二)焊接技术管理要求1.技术交底技术交底应包括:焊接工程特点、WPS内容、焊接质量检验计划、进度要求等。2.超次返修焊缝同一部位的返修次数不宜超过2次。如超过2次,返修前应编制超次返修技术方案,并经施工单位技术负责人批准后,方可实施。3.焊接场所(1)自然环境焊接场所的风速;焊接电弧1m范围的相对湿度;雨、雪天气不符合现行国家有关标准且无有效安全可靠的防护措施时,禁止焊接。(2)作业场地不锈钢、有色金属焊接应设置专用场地,并保持清洁、干燥、无污染,不得与黑色金属等其他产品混杂;配置专用组焊工装。(三)特殊材料焊接工艺措施1.有延迟裂纹倾向的材料(1)产生延迟裂纹的原因产生延迟裂纹与焊缝含扩散氢、接头所承受的拉应力以及由材料淬硬倾向决定的金属塑性储备有关,是三个因素中的某一因素与其相互作用的结果。(2)防止产生延迟裂纹的措施1)应采取焊条烘干、减少应力、焊前预热、焊后热处理措施外,尽量严格执行焊后热消氢处理的工环球网校学员专用资料第1页/共12页提供精准面授精华视频+精准押题:一建、二建、咨询、监理、造价、环评、经济师、安全、房估、消防/等QQ:2069910086艺,必要时打磨焊缝余高。2)对容易产生焊接延迟裂纹的钢材,焊后应及时进行热处理。当不能及时进行热处理时,应在焊后立即均匀加热至200〜350°C,并保温缓冷。2.有再热裂纹倾向的材料(提示:热处理后)(2)防止产生再热裂纹的方法:1)预热:预热温度为200〜450℃。2)应用低强度焊缝,使焊缝强度低于母材以增高其塑性变形能力。3)减少焊接应力,合理地安排焊接顺序、减少余高、避免咬边及根部未焊透等缺陷以减少焊接应力。1H412033焊接应力与焊接变形一、降低焊接应力的措施1.设计措施(1)减少焊缝的数量和尺寸,可减少变形量,同时降低焊接应力。(2)避免焊缝过于集中,从而避免焊接应力峰值叠加。(3)优化设计结构,如将容器的接管口设计成翻边式,少用承插式。2.工艺措施(1)采用较小的焊接线能量(2)合理安排装配焊接顺序合理的焊接顺序,使焊缝有自由收缩的余地,降低焊接中的残余应力。(3)层间进行锤击焊后用小锤轻敲焊缝及其邻近区域,使金属晶粒间的应力得以释放,能有效的减少焊接残余应力从环球网校学员专用资料第2页/共12页提供精准面授精华视频+精准押题:一建、二建、咨询、监...