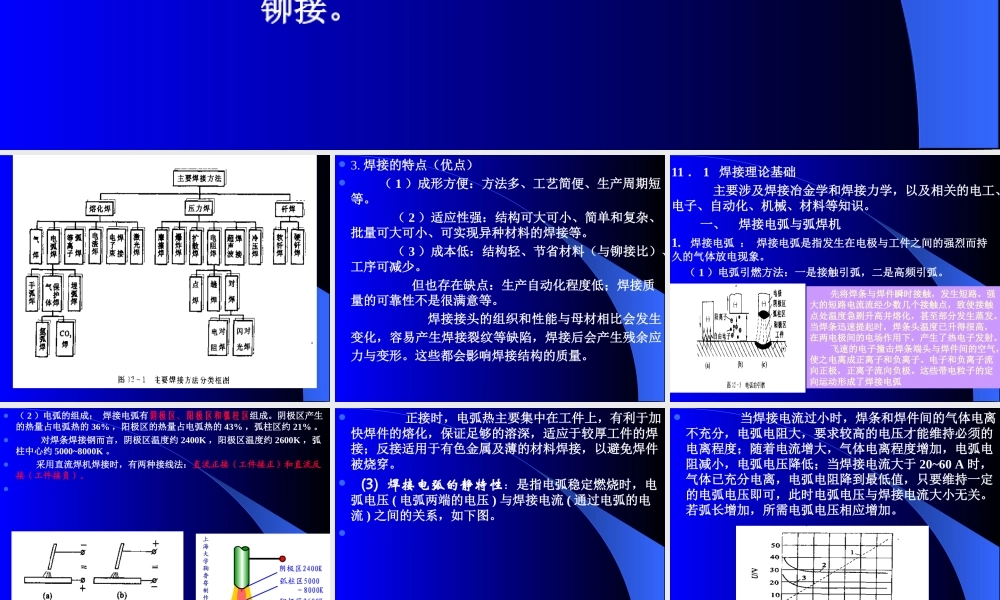
第11章焊接1.焊接定义:焊接是通过加热或加压或两者共用,使分离的两部分材料,通过原子的扩散与结合形成永久性连接的工艺方法。2.焊接的种类:熔化焊、压力焊、钎焊(按物理过程)。见下图(说明各类方法的意义)。连接方法分类(1)可拆式连接:螺纹连接、摩擦连接。(2)不可拆式连接:焊接、粘接、铆接。3.焊接的特点(优点)(1)成形方便:方法多、工艺简便、生产周期短等。(2)适应性强:结构可大可小、简单和复杂、批量可大可小、可实现异种材料的焊接等。(3)成本低:结构轻、节省材料(与铆接比)、工序可减少。但也存在缺点:生产自动化程度低;焊接质量的可靠性不是很满意等。焊接接头的组织和性能与母材相比会发生变化,容易产生焊接裂纹等缺陷,焊接后会产生残余应力与变形。这些都会影响焊接结构的质量。11.1焊接理论基础主要涉及焊接冶金学和焊接力学,以及相关的电工、电子、自动化、机械、材料等知识。一、焊接电弧与弧焊机1.焊接电弧:焊接电弧是指发生在电极与工件之间的强烈而持久的气体放电现象。(1)电弧引燃方法:一是接触引弧,二是高频引弧。先将焊条与焊件瞬时接触,发生短路。强大的短路电流流经少数几个接触点,致使接触点处温度急剧升高并熔化,甚至部分发生蒸发。当焊条迅速提起时,焊条头温度已升得很高,在两电极间的电场作用下,产生了热电子发射。飞速的电子撞击焊条端头与焊件间的空气,使之电离成正离子和负离子。电子和负离子流向正极,正离子流向负极。这些带电粒子的定向运动形成了焊接电弧(2)电弧的组成:焊接电弧有阴极区、阳极区和弧柱区组成。阴极区产生的热量占电弧热的36%,阳极区的热量占电弧热的43%,弧柱区约21%。对焊条焊接钢而言,阴极区温度约2400K,阳极区温度约2600K,弧柱中心约5000~8000K。采用直流焊机焊接时,有两种接线法:直流正接(工件接正)和直流反接(工件接负)。正接时,电弧热主要集中在工件上,有利于加快焊件的熔化,保证足够的溶深,适应于较厚工件的焊接;反接适用于有色金属及薄的材料焊接,以避免焊件被烧穿。(3)焊接电弧的静特性:是指电弧稳定燃烧时,电弧电压(电弧两端的电压)与焊接电流(通过电弧的电流)之间的关系,如下图。当焊接电流过小时,焊条和焊件间的气体电离不充分,电弧电阻大,要求较高的电压才能维持必须的电离程度;随着电流增大,气体电离程度增加,电弧电阻减小,电弧电压降低;当焊接电流大于20~60A时,气体已充分...