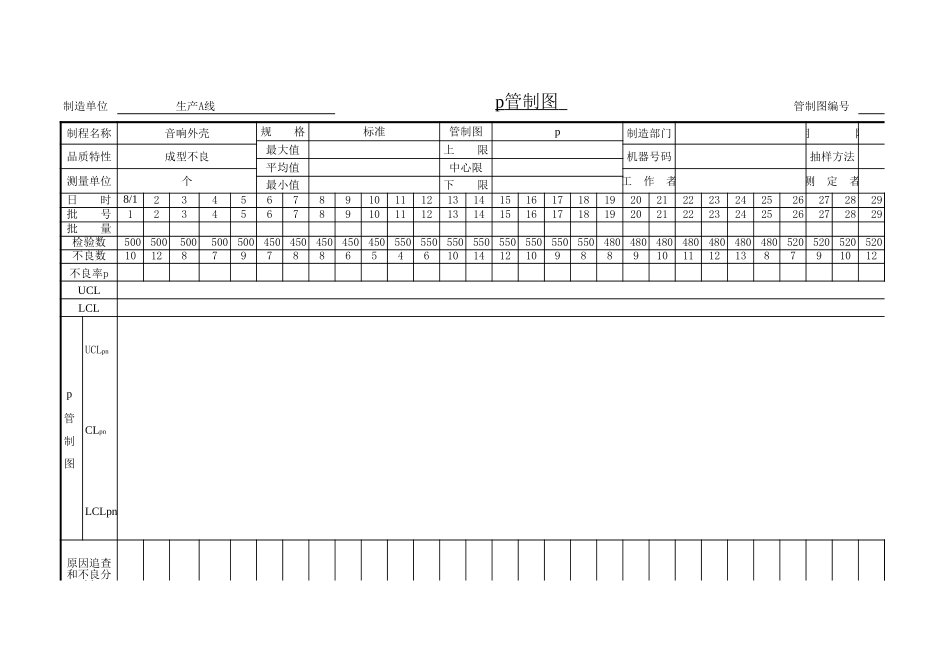
制程名称音响外壳标准管制图p制造部门最大值品质特性成型不良机器号码抽样方法平均值中心限测量单位个最小值8/12345678910111213141516171819202122232425262728291234567891011121314151617181920212223242526272829检验数500500500500500450450450450450550550550550550550550550480480480480480480480520520520520不良数10128797886546101412109889101112138791012UCLLCLLCLpn制造单位生产A线p管制图管制图编号规格期限上限工作者测定者下限日时批号批量不良率pp管制图UCLpnCLpn原因追查和不良分析原因追查和不良分析303052012计算图编号合计制程名称钢管标准管制图最大值55品质特性外径平均值50中心限测量单位mm最小值455/85/9123456789101112131415161718195249534750555250505050465350534746504650495151545449474949525048504853454848505051515251515052504953494947534949504949505250515353534949515152524548495451555152495050525051495352515150485250XRCLR制造单位生产A线X-R管制图规格X图R图上限下限日期批号样本测定值X1X2X3X4X5ΣXX管制图UCLXCLXLCLXR管制图UCLRLCLR原因追查制造部门制造部2002.5.8/5.9机器号码RK001抽样方法5726050073202122232425504748504951494950505150ΣX=525046495149514849514646545251534850X=R=计算管制图编号R图期限2次/小时工作者测定者合计ΣR=ZUSL=ZLSL=PZUSL=PZLSL=PTOTAL=CPK=制程名称音响外壳标准管制图np制造部门最大值6.0品质特性成型不良机器号码平均值3.0中心限测量单位个最小值012/123456789101112131415161718192021123456789101112131415161718192021检验数100100100100100100100100100100100100100100100100100100100100100不良数354431426243340112453UCLLCL制造单位生产A线pn管制图规格上限工作者下限日时批号批量不良率p管制图UCLpnCLpnLCLpn原因追查和不良分析4/9/2001抽样方法5007322232425222324251001001001004254管制图编号np-8012001期限100年/1次/批/天测定者合计