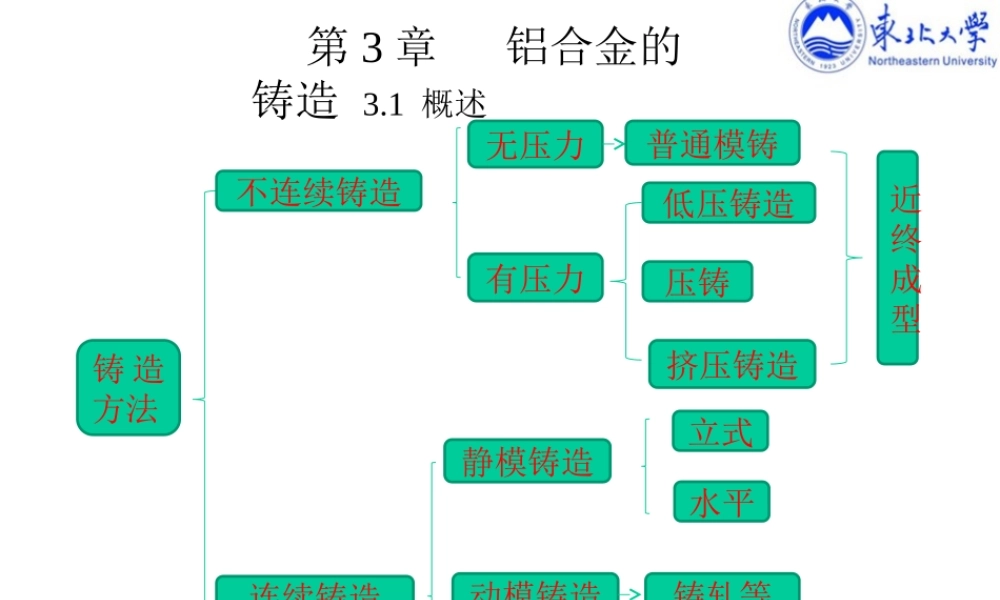
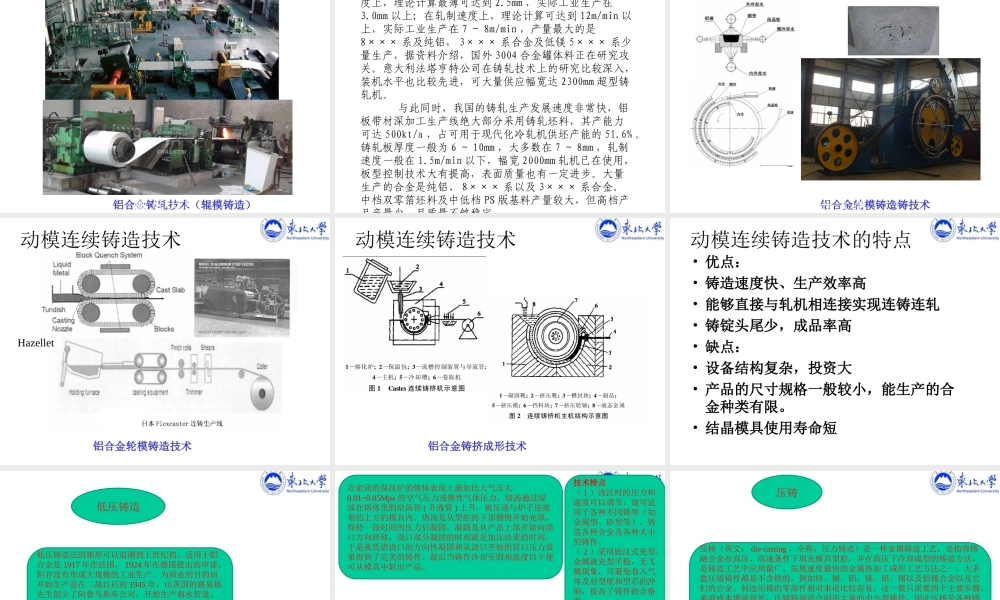
第3章铝合金的铸造铸造方法不连续铸造无压力有压力低压铸造压铸挤压铸造普通模铸连续铸造近终成型静模铸造动模铸造无模铸造立式水平电磁铸造等铸轧等3.1概述应用:形状复杂,受力简单的制件温州大学温州大学温州大学温州大学温州大学温州大学温州大学温州大学温州大学温州大学•优点:•形状复杂制件complexinshape•液态金属流动性→复杂外形•型芯→复杂内腔•成本低廉cheapinproduction•工艺灵活,适应范围广adaptabilityintechnologyo缺点:o力学性能低于同种材质的锻件lowermechanicalproperties←铸造组织粗大,有缺陷o工作条件较差worseworkconditiono废品率较高unstablequality←铸造工序繁多不连续铸造的特点温州大学铝合金铸轧技术(辊模铸造)动模连续铸造技术温州大学铝合金铸轧技术(辊模铸造)温州大学近几年,国外铸轧技术的发展并不快,在铸轧产品厚度上,理论计算最薄可达到2.5mm,实际工业生产在3.0mm以上;在轧制速度上,理论计算可达到12m/min以上,实际工业生产在7~8m/min,产量最大的是8×××系及纯铝,3×××系合金及低镁5×××系少量生产,据资料介绍,国外3004合金罐体料正在研究攻关。意大利法塔亨特公司在铸轧技术上的研究比较深入,装机水平也比较先进,可大量供应幅宽达2300mm超型铸轧机。与此同时,我国的铸轧生产发展速度非常快,铝板带材深加工生产线绝大部分采用铸轧坯料,其产能力可达500kt/a,占可用于现代化冷轧机供坯产能的51.6%。铸轧板厚度一般为6~10mm,大多数在7~8mm,轧制速度一般在1.5m/min以下,幅宽2000mm轧机已在使用,板型控制技术大有提高,表面质量也有一定进步。大量生产的合金是纯铝、8×××系以及3×××系合金。中档双零箔坯料及中低档PS版基料产量较大,但高档产品产量少且质量不够稳定动模连续铸造技术铝合金轮模铸造铸技术温州大学铝合金轮模铸造技术Hazellet动模连续铸造技术温州大学铝合金铸挤成形技术动模连续铸造技术温州大学动模连续铸造技术的特点•优点:•铸造速度快、生产效率高•能够直接与轧机相连接实现连铸连轧•铸锭头尾少,成品率高•缺点:•设备结构复杂,投资大•产品的尺寸规格一般较小,能生产的合金种类有限。•结晶模具使用寿命短温州大学低压铸造法的雏形可以追溯到上世纪初。适用于铝合金是1917年在法国,1924年在德国提出的申请,但并没有形成大规模的工业生产。为商业的目的而开始生产是在二战以后的1945年,由英国的路易斯先生创立了阿鲁马斯库公司,...