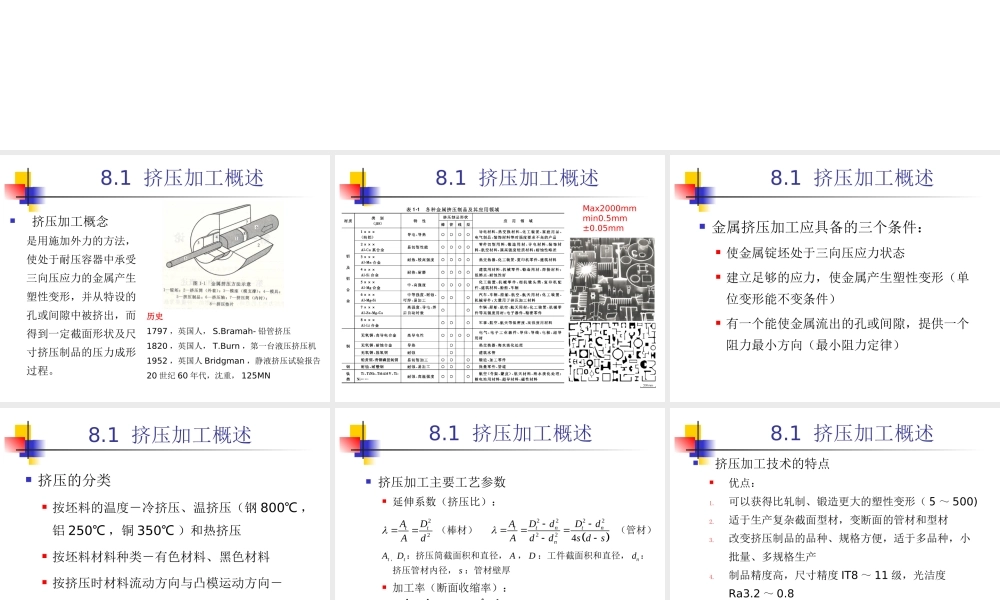
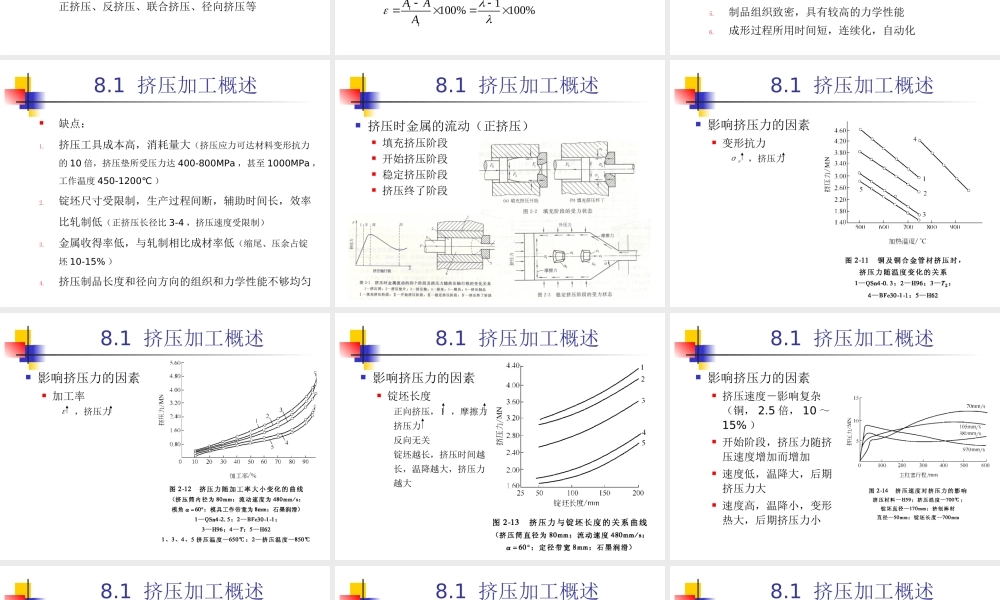
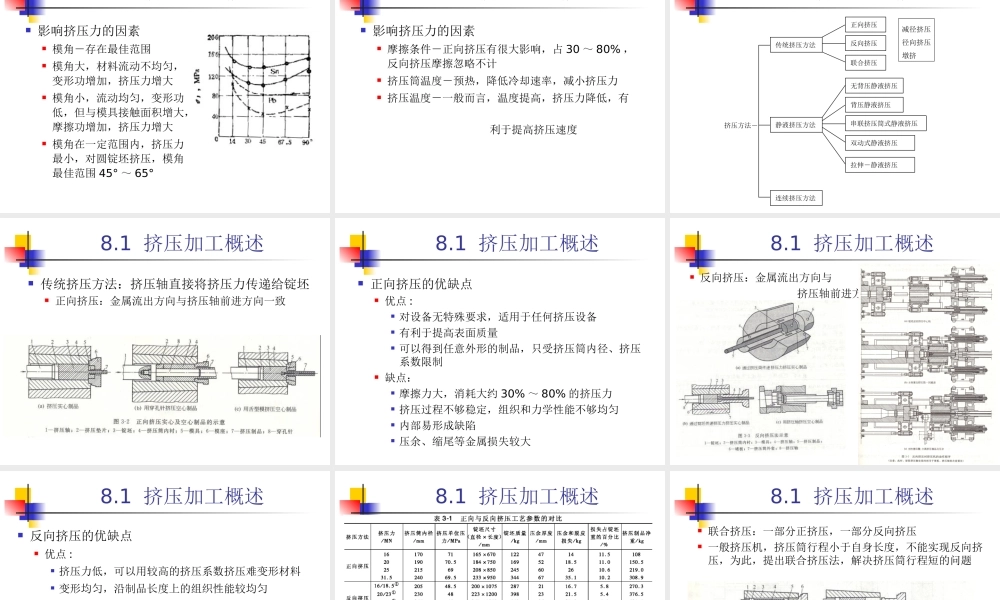
材料成形机械设备挤压设备8.1挤压加工概述挤压加工概念是用施加外力的方法,使处于耐压容器中承受三向压应力的金属产生塑性变形,并从特设的孔或间隙中被挤出,而得到一定截面形状及尺寸挤压制品的压力成形过程。历史1797,英国人,S.Bramah-铅管挤压1820,英国人,T.Burn,第一台液压挤压机1952,英国人Bridgman,静液挤压试验报告20世纪60年代,沈重,125MN8.1挤压加工概述Max2000mmmin0.5mm±0.05mm8.1挤压加工概述金属挤压加工应具备的三个条件:使金属锭坯处于三向压应力状态建立足够的应力,使金属产生塑性变形(单位变形能不变条件)有一个能使金属流出的孔或间隙,提供一个阻力最小方向(最小阻力定律)8.1挤压加工概述挤压的分类按坯料的温度-冷挤压、温挤压(钢800℃,铝250℃,铜350℃)和热挤压按坯料材料种类-有色材料、黑色材料按挤压时材料流动方向与凸模运动方向-正挤压、反挤压、联合挤压、径向挤压等8.1挤压加工概述挤压加工主要工艺参数延伸系数(挤压比):At,Dt:挤压筒截面积和直径,A,D:工件截面积和直径,dn:挤压管材内径,s:管材壁厚加工率(断面收缩率):22ttADAd(棒材)2222224ttntnnADdDdAddsds(管材)1100%100%ttAAA8.1挤压加工概述挤压加工技术的特点优点:1.可以获得比轧制、锻造更大的塑性变形(5~500)2.适于生产复杂截面型材,变断面的管材和型材3.改变挤压制品的品种、规格方便,适于多品种,小批量、多规格生产4.制品精度高,尺寸精度IT8~11级,光洁度Ra3.2~0.85.制品组织致密,具有较高的力学性能6.成形过程所用时间短,连续化,自动化缺点:1.挤压工具成本高,消耗量大(挤压应力可达材料变形抗力的10倍,挤压垫所受压力达400-800MPa,甚至1000MPa,工作温度450-1200℃)2.锭坯尺寸受限制,生产过程间断,辅助时间长,效率比轧制低(正挤压长径比3-4,挤压速度受限制)3.金属收得率低,与轧制相比成材率低(缩尾、压余占锭坯10-15%)4.挤压制品长度和径向方向的组织和力学性能不够均匀8.1挤压加工概述8.1挤压加工概述挤压时金属的流动(正挤压)填充挤压阶段开始挤压阶段稳定挤压阶段挤压终了阶段8.1挤压加工概述影响挤压力的因素变形抗力σs,挤压力8.1挤压加工概述影响挤压力的因素加工率ε,挤压力8.1挤压加工概述影响挤压力的因素锭坯长度正向挤压,l,摩擦力挤压力反向无关锭坯越长,...