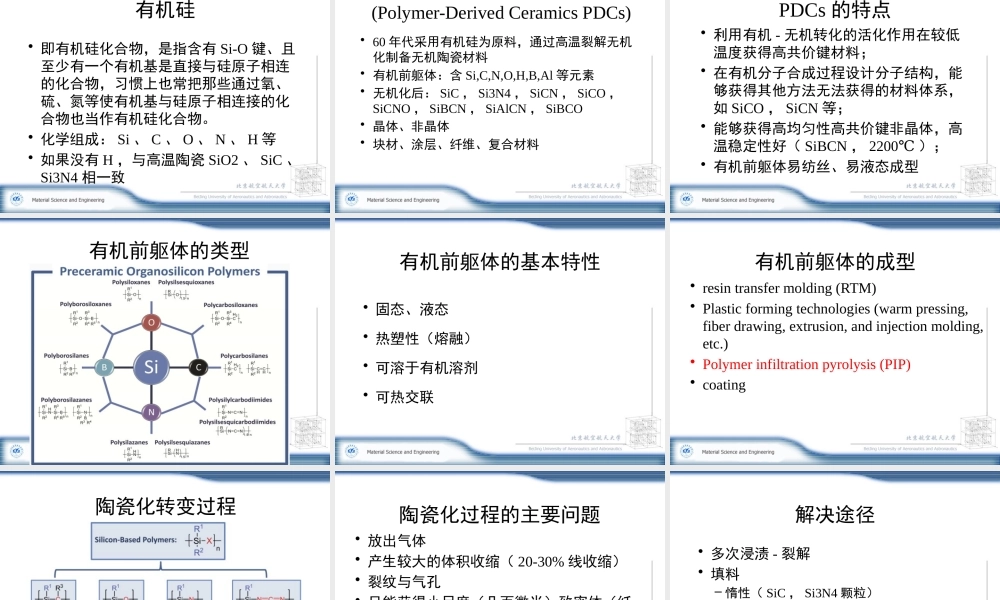
特种陶瓷材料制备进展陶瓷材料制备过程原料粉体-混合-成形-烧成先成型后烧成;烧成的陶瓷硬而脆难以加工陶瓷基复合材料的制备成型工艺•干压:板、柱•注浆:复杂、薄壁•挤出:截面一定长柱•热压注:小、复杂•流延:薄片干压成型工艺将陶瓷原料粉体放入金属模具中,加压、脱模后,获得陶瓷成形体。主要用于成型板、柱状部件注浆成型工艺将陶瓷原料粉体加水制成浆料,注入多孔模具中,通过毛细管力等,使浆料失去部分水分,脱模、干燥后,获得陶瓷成形体。主要用于成型复杂形状、薄壁部件挤出成型工艺在陶瓷原料粉体中加入少量水及粘结剂等,制备具有一定可塑性的泥料,加压将泥料通过具有一定形状的出口挤出,干燥后,获得具有一定截面形状的柱状、管状陶瓷成形体。热压注成型工艺将陶瓷原料粉体与石蜡等热塑性物质混炼成热流体,在高压下注入到低温的金属模具中固化,脱模后获得陶瓷成形体。主要用于复杂形状、小尺寸部件流延成型工艺将陶瓷原料粉体制成有机或水基浆料,流在传送带上,并用刮刀控制浆料厚度,经适当干燥后,获得柔性陶瓷带,再经冲压获得陶瓷片材。主要用于薄片成型问题近净尺寸成型均匀性胶体成形•将粉体制备成高固体含量、高流动性的陶瓷浆料•注入模具,改变条件,因某种原因浆料失去流动性而固化成型•与传统成型方法的主要区别是没有外力,因此,均匀性高新型胶体成型方法•注凝成型(凝胶注模成型gelcasting)–加入有机单体丙烯酰胺和交联剂亚甲基丙烯酰胺制备分散良好的陶瓷浆料,然后加入过硫酸铵(引发剂)和四甲基乙二胺(催化剂),将混合均匀的浆料注入模具中,之后有机单体聚合、交联导致凝胶化,浆料失去流动性固化–多糖类高分子凝胶。高温水溶性,低温凝胶或固化剂凝胶:琼脂糖、明胶、海藻酸钠、壳聚糖等。直接凝固注模成型•采用生物酶技术使注入模型的陶瓷浆料的pH值发生变化,导致分散状态的浆料变成凝聚状态。•尿素酶催化尿素水解:pH4——9•酰胺酶催化酰胺水解:pH3——7•酯酶催化脂水解:pH10——5•葡萄糖氧化酶催化葡萄糖氧化:pH10-4有机前驱体裂解陶瓷有机硅•即有机硅化合物,是指含有Si-O键、且至少有一个有机基是直接与硅原子相连的化合物,习惯上也常把那些通过氧、硫、氮等使有机基与硅原子相连接的化合物也当作有机硅化合物。•化学组成:Si、C、O、N、H等•如果没有H,与高温陶瓷SiO2、SiC、Si3N4相一致有机前躯体裂解陶瓷(Polymer-DerivedCeramicsPDCs)...