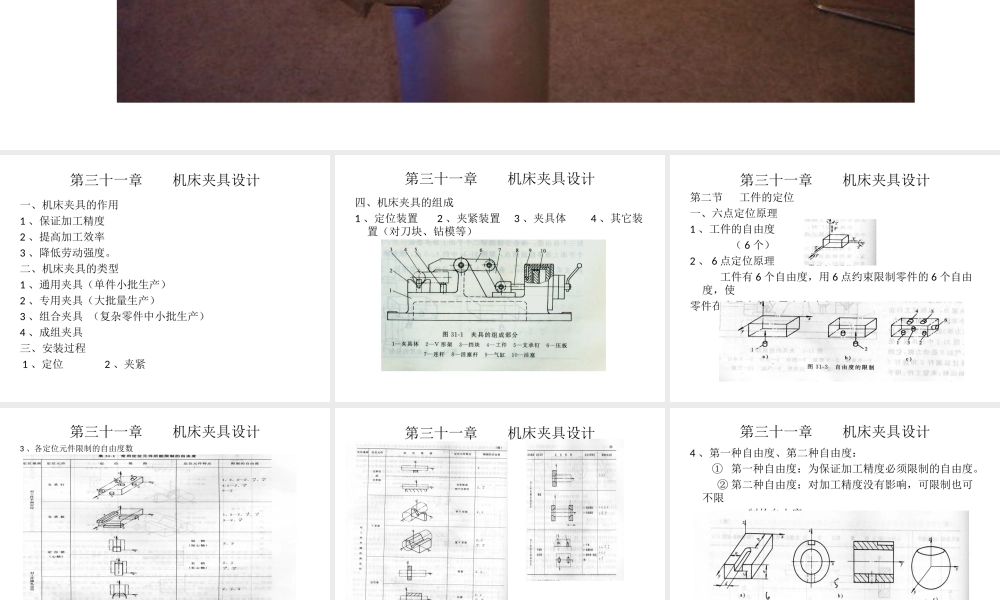
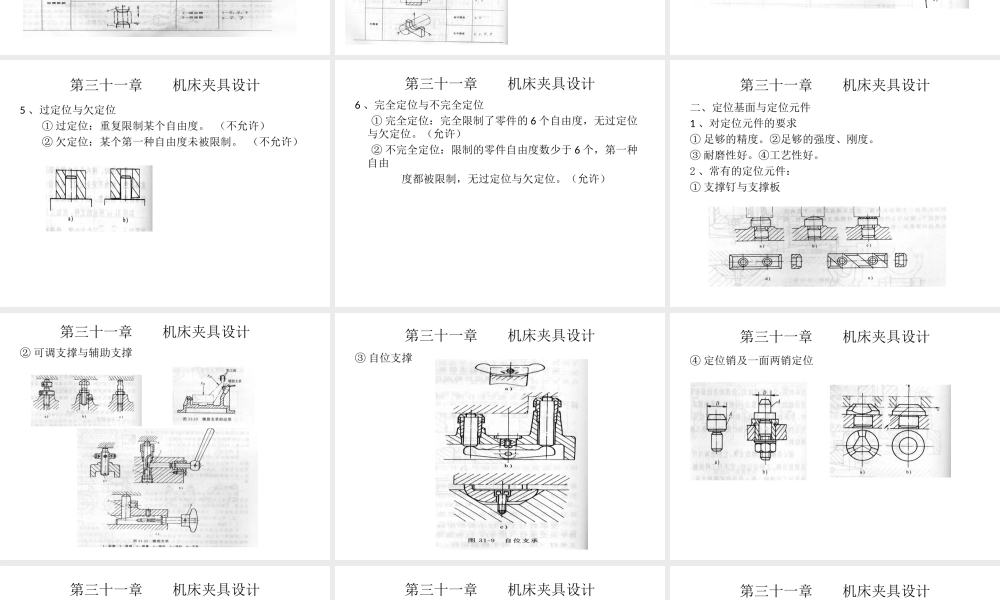
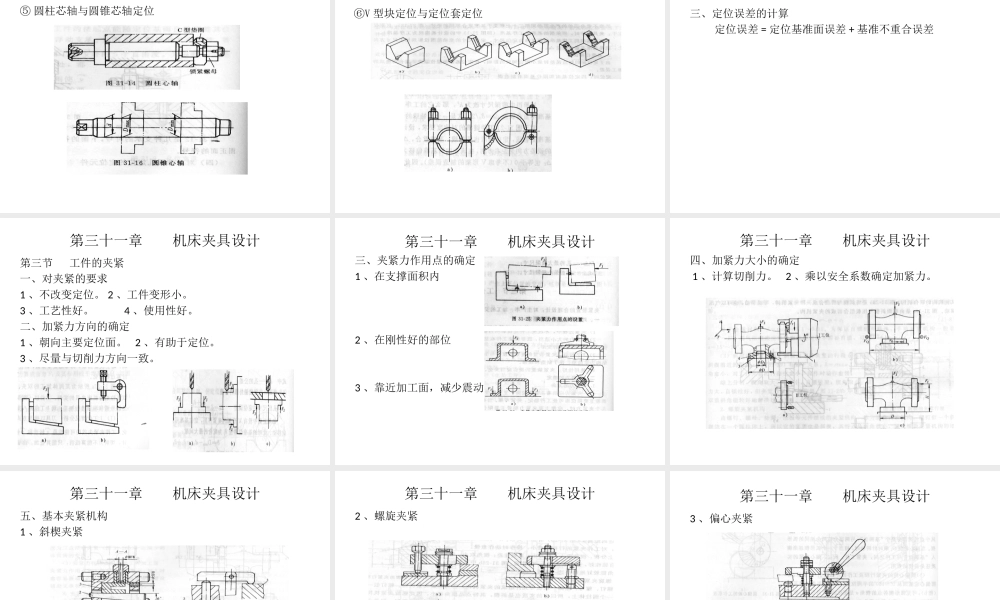
第三十一章机床夹具设计第一节概述一、机床夹具的作用1、保证加工精度2、提高加工效率3、降低劳动强度。二、机床夹具的类型1、通用夹具(单件小批生产)2、专用夹具(大批量生产)3、组合夹具(复杂零件中小批生产)4、成组夹具三、安装过程1、定位2、夹紧第三十一章机床夹具设计四、机床夹具的组成1、定位装置2、夹紧装置3、夹具体4、其它装置(对刀块、钻模等)第三十一章机床夹具设计第二节工件的定位一、六点定位原理1、工件的自由度(6个)2、6点定位原理工件有6个自由度,用6点约束限制零件的6个自由度,使零件在夹具上的位置完全确定。第三十一章机床夹具设计3、各定位元件限制的自由度数第三十一章机床夹具设计第三十一章机床夹具设计4、第一种自由度、第二种自由度:①第一种自由度:为保证加工精度必须限制的自由度。②第二种自由度:对加工精度没有影响,可限制也可不限制的自由度。第三十一章机床夹具设计5、过定位与欠定位①过定位:重复限制某个自由度。(不允许)②欠定位:某个第一种自由度未被限制。(不允许)第三十一章机床夹具设计6、完全定位与不完全定位①完全定位:完全限制了零件的6个自由度,无过定位与欠定位。(允许)②不完全定位:限制的零件自由度数少于6个,第一种自由度都被限制,无过定位与欠定位。(允许)第三十一章机床夹具设计二、定位基面与定位元件1、对定位元件的要求①足够的精度。②足够的强度、刚度。③耐磨性好。④工艺性好。2、常有的定位元件:①支撑钉与支撑板第三十一章机床夹具设计②可调支撑与辅助支撑第三十一章机床夹具设计③自位支撑第三十一章机床夹具设计④定位销及一面两销定位第三十一章机床夹具设计⑤圆柱芯轴与圆锥芯轴定位第三十一章机床夹具设计⑥V型块定位与定位套定位第三十一章机床夹具设计三、定位误差的计算定位误差=定位基准面误差+基准不重合误差第三十一章机床夹具设计第三节工件的夹紧一、对夹紧的要求1、不改变定位。2、工件变形小。3、工艺性好。4、使用性好。二、加紧力方向的确定1、朝向主要定位面。2、有助于定位。3、尽量与切削力方向一致。第三十一章机床夹具设计三、夹紧力作用点的确定1、在支撑面积内2、在刚性好的部位3、靠近加工面,减少震动。第三十一章机床夹具设计四、加紧力大小的确定1、计算切削力。2、乘以安全系数确定加紧力。第三十一章机床夹具设计五、基本夹紧机构1、斜楔夹紧第三十一章机床夹具设计2、螺旋夹紧第三十一章机床夹具设计3、偏心夹紧第...