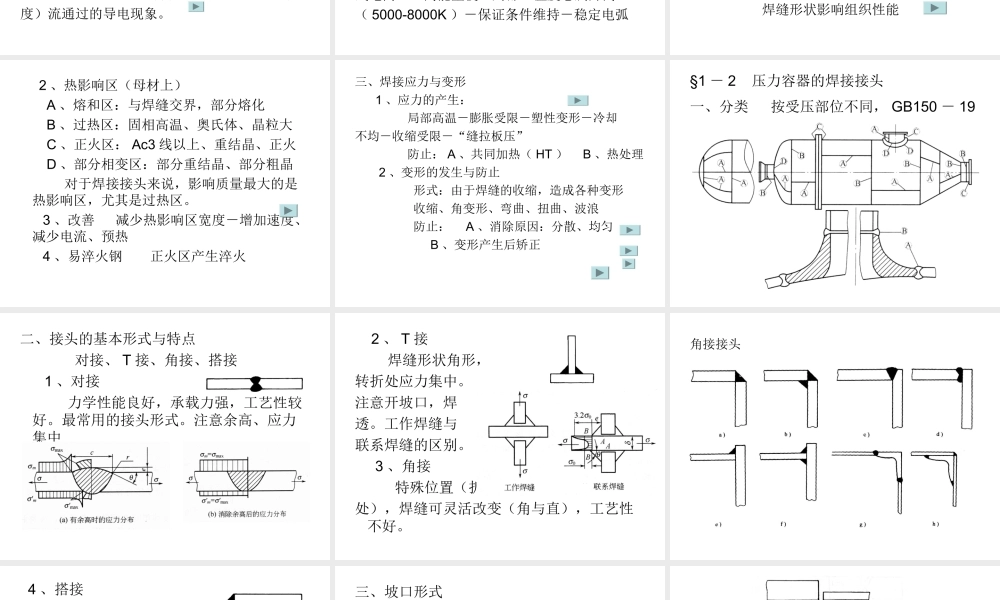
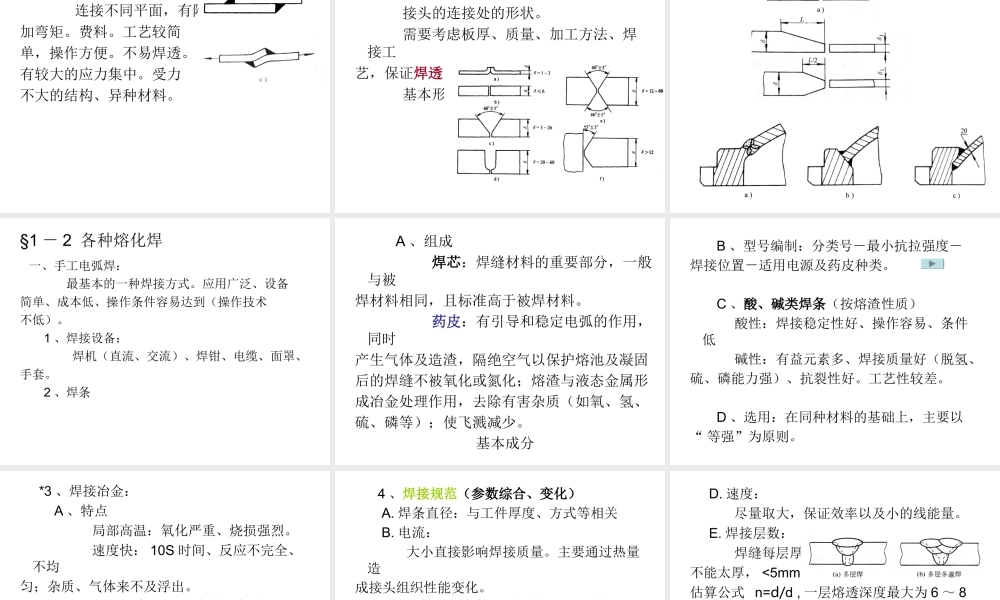
过程装备制造与检测福州大学朱建风绪论一、课程内容:主要介绍过程装备(压力容器为主)的制造基本方法(手段及工艺)以及质量检测的基本方法。1、过程装备的制造特点:单件、非标、安全、压力、中空、腐蚀性、连续工作2、压力容器的制造方法:分单层、多层。3、例子二、学习方法讲授与实验。考试:书面。注重基本知识点,基本分析与计算。前续课程有必要回顾与复习(金属材料学)参考书:《化工机械制造工艺》,化工出版社,姚慧珠、郑海泉第一章钢制压力容器的焊接§1-1焊接基本知识一、电弧焊成形原理电弧放电产生热,造成局部高温,熔化电极(焊条)与工件连接处材料,冷却凝固后使被焊材料形成永久性连接。1、焊接电弧的产生电弧:在局部介质中有大量电子(高密度)流通过的导电现象。焊接电弧是在电极与工件间长时间、稳定存在的电弧。产生过程:短路-电流密度瞬间增大-焊条熔化并蒸发(爆断)-电极分离-电子向正极运动-并碰撞介质-电离(形成正反馈,造成雪崩式电离)-高能量使(局部)温度急剧升高(5000-8000K)-保证条件维持-稳定电弧二、焊接接头的组织与性能在焊接过程中,在局部高温作用下完成一次不同规范的热处理。各点线能量qv=q/v=h*I*U/v(可利用设置工艺参数)接头分为焊缝与热影响区。1、焊缝:加热及冷却速度快,晶粒比较细小;焊条中的合金成分以及药皮保护;焊缝性能不低于母材。焊缝形状影响组织性能2、热影响区(母材上)A、熔和区:与焊缝交界,部分熔化B、过热区:固相高温、奥氏体、晶粒大C、正火区:Ac3线以上、重结晶、正火D、部分相变区:部分重结晶、部分粗晶对于焊接接头来说,影响质量最大的是热影响区,尤其是过热区。3、改善减少热影响区宽度-增加速度、减少电流、预热4、易淬火钢正火区产生淬火三、焊接应力与变形1、应力的产生:局部高温-膨胀受限-塑性变形-冷却不均-收缩受限-“缝拉板压”防止:A、共同加热(HT)B、热处理2、变形的发生与防止形式:由于焊缝的收缩,造成各种变形收缩、角变形、弯曲、扭曲、波浪防止:A、消除原因:分散、均匀B、变形产生后矫正§1-2压力容器的焊接接头一、分类按受压部位不同,GB150-1998二、接头的基本形式与特点对接、T接、角接、搭接1、对接力学性能良好,承载力强,工艺性较好。最常用的接头形式。注意余高、应力集中2、T接焊缝形状角形,转折处应力集中。注意开坡口,焊透。工作焊缝与联系焊缝的区别。3、角接特殊位置(折角处),焊缝可灵活改变...