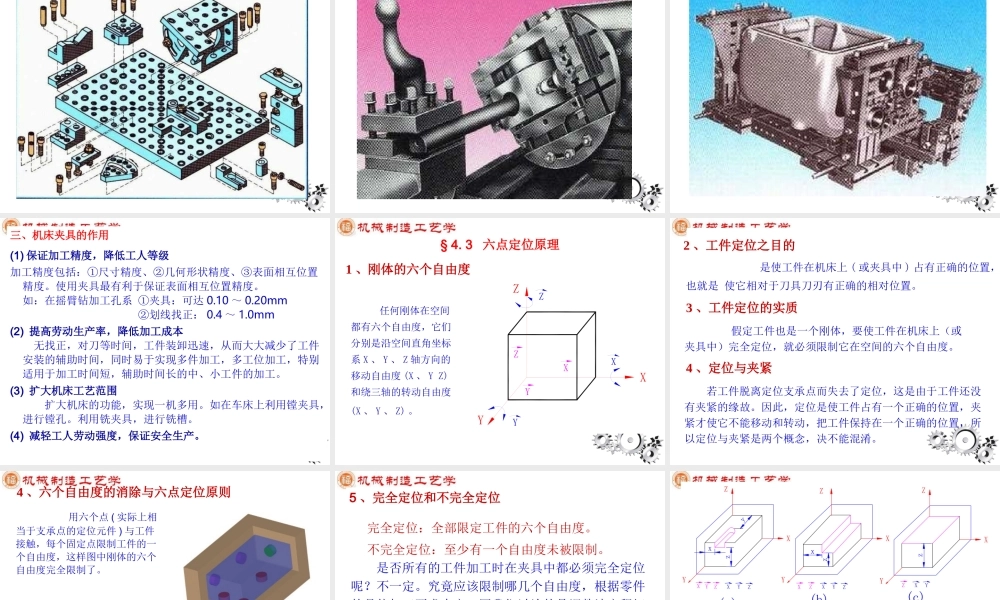
第四章工件的安装和夹具设计原则ClicktoaddTitle(1)定位:在进行机加工前,使工件在机床或夹具上,占据某一正确位置的过程。(2)夹紧:工件定位后,通过一定的机构给工件施以一定的力,避免工件因受切削力或重力等力的作用而改变原有的位置。注:夹紧力不是越大越好,夹紧力↑,工件形变↑,精度↓,夹具结构庞大。§4.1工件的安装方式1.安装:定位夹紧2.安装对机加工的影响①直接影响加工精度②影响生产率和劳动者的劳动强度3.工件的安装方式(1)直接找正安装(2)划线找正安装(3)采用夹具安装工件在机床上的应有位置,是通过一系列尝试而获得的。具体做法:用千分尺或划盘上的划针,以目测法校正工件位置,一边较正,一边找正。(1)直接找正安装:直接找正安装的特点:①缺点:安装时费时,效率低,需凭经验操作,对工人技术要求高。②优点:夹具结构简单,可避免因夹具本身的制造误差而产生的定位误差,因此,定位精度高。如:加工误差<0.01~0.005mm,采用夹具加工难以达到。适用场合:单件小批生产中(如工具修理车间)。(2)划线找正安装对重、大、复杂工件的加工,往往是在待加工处划线,然后装上机床,工件在机床或夹具上位置按所划的线进行找正定位。划线找正安装特点:定位精度不高。定位误差来源:①划线误差②观察误差适用场合:生产批量小,毛坯精度低,以及大型工件等不适宜采用夹具的粗加工中。(3)采用夹具安装夹具:是用来使加工对象,占有正确位置,以便接受施工,检测的装置。利用夹具进行加工,由于工件相对夹具的位置是一定的,而夹具与机床的位置关系预先调整好,这样,在切削一批零件时,不必再逐个找正定位,就能达到规定的技术要求。特点:采用夹具安装是一种先进的安装方式,既能保证质量,又能节省工时,对操作者的技能要求较低,特别适用于成批大量生产中。工艺装备:在机械加工中,通常将夹具、刀具、量具及各种刀具间的辅助工具统称为工艺装备。§4.2机床夹具概述一、机床夹具及其组成1、机床夹具机床夹具是在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变。2、机床夹具的组成(1).定位元件:确定工件在夹具中位置的元件。(2).导向元件:用以引导刀具或调整刀具相对于夹具的位置。如:钻套、对刀块。(3).夹紧元件:确定夹具与机床或夹具与刀具的元件。(4).连接元件:用以确定夹具在机床上的位置并与机床相连接。(5).夹具件:基础件,...