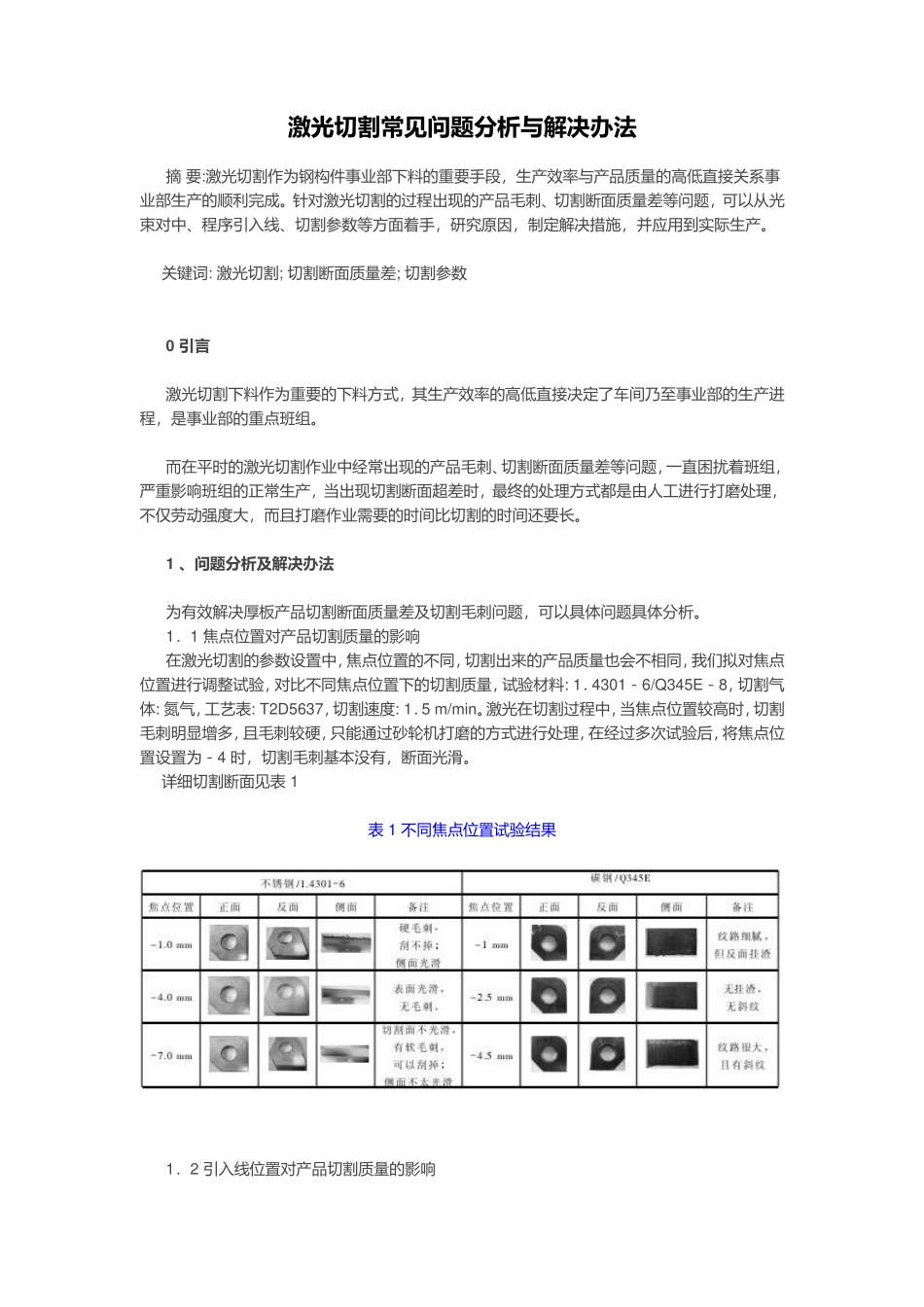
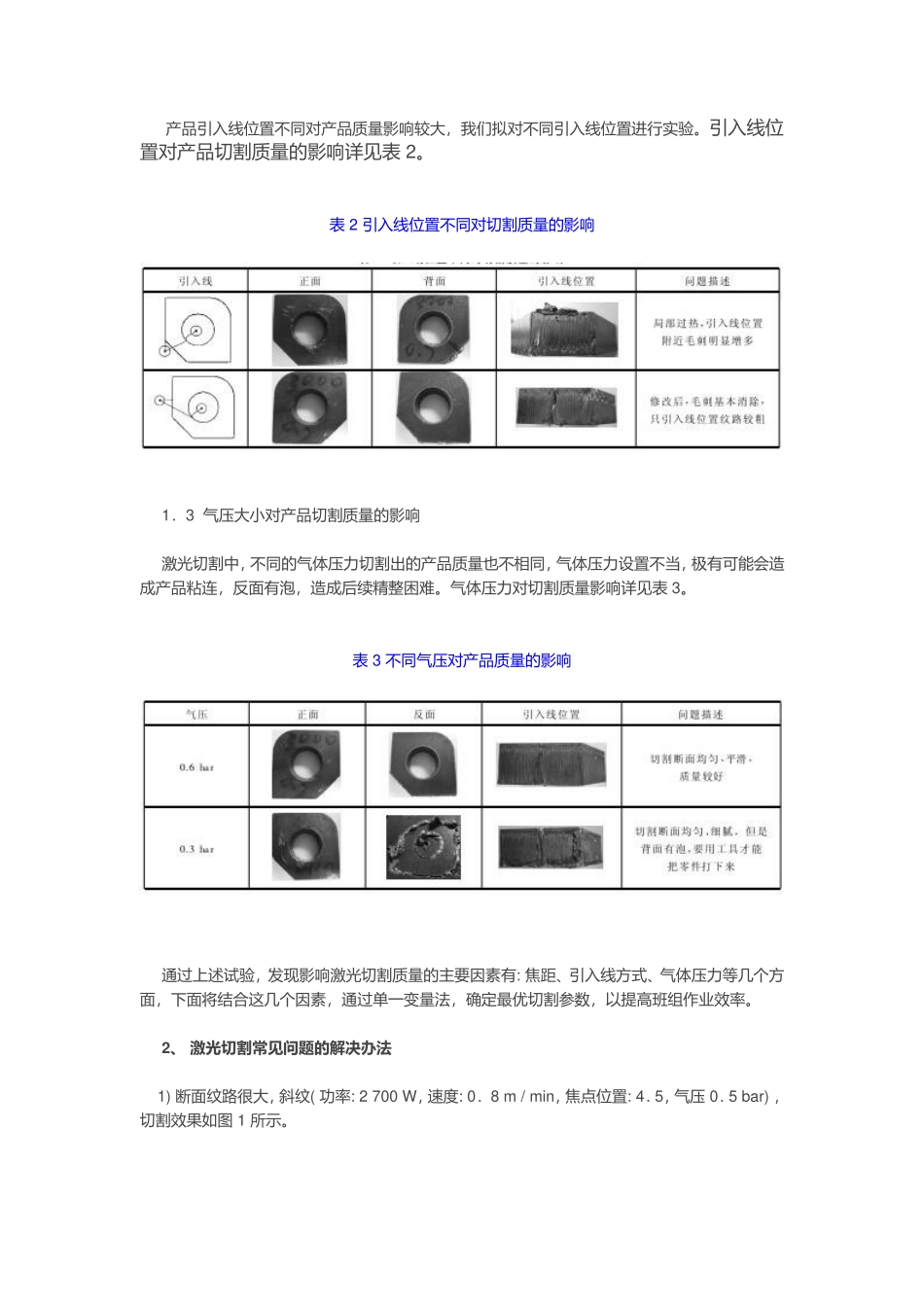
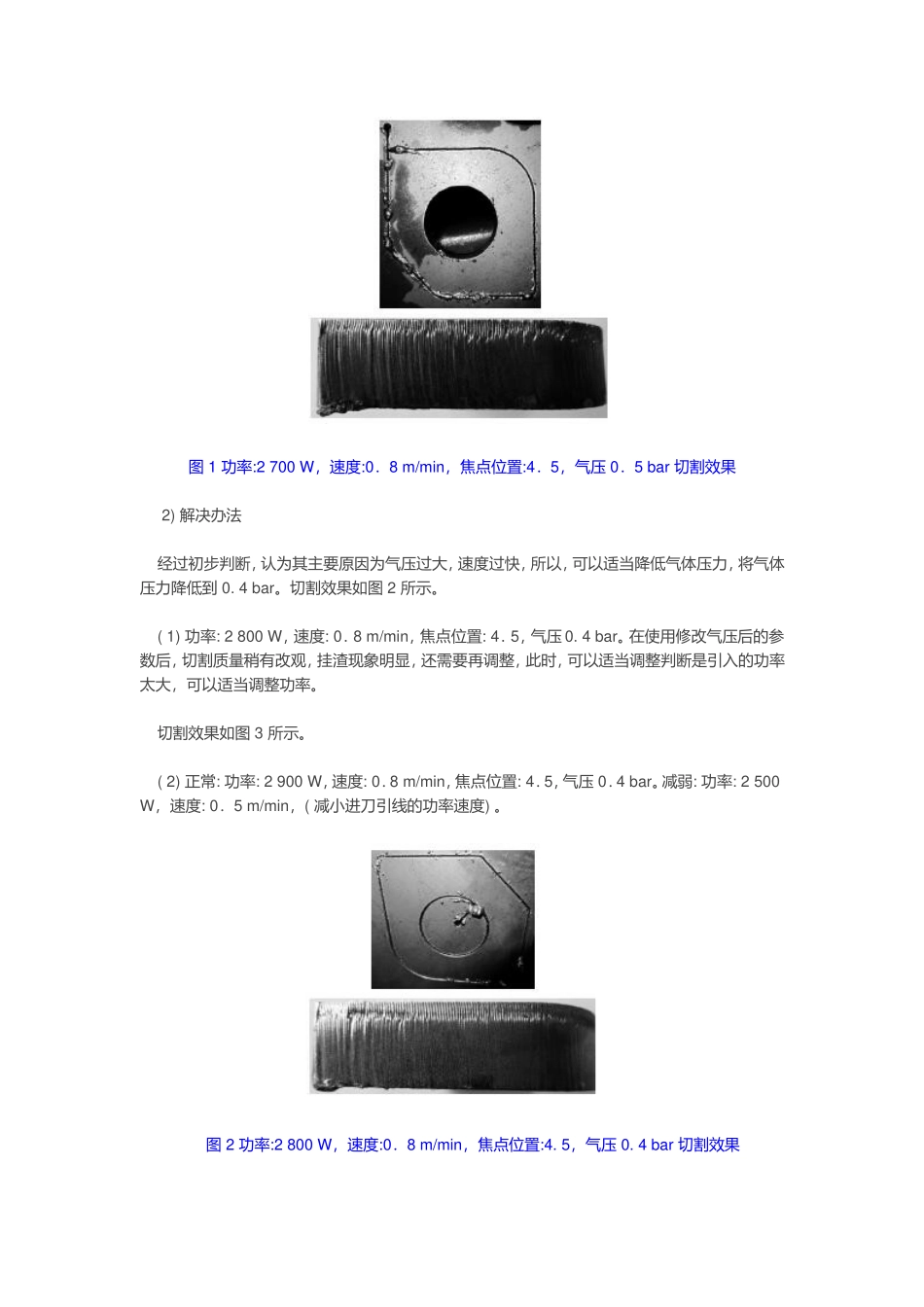
激光切割常见问题分析与解决办法摘要:激光切割作为钢构件事业部下料的重要手段,生产效率与产品质量的高低直接关系事业部生产的顺利完成。针对激光切割的过程出现的产品毛刺、切割断面质量差等问题,可以从光束对中、程序引入线、切割参数等方面着手,研究原因,制定解决措施,并应用到实际生产。关键词:激光切割;切割断面质量差;切割参数0引言激光切割下料作为重要的下料方式,其生产效率的高低直接决定了车间乃至事业部的生产进程,是事业部的重点班组。而在平时的激光切割作业中经常出现的产品毛刺、切割断面质量差等问题,一直困扰着班组,严重影响班组的正常生产,当出现切割断面超差时,最终的处理方式都是由人工进行打磨处理,不仅劳动强度大,而且打磨作业需要的时间比切割的时间还要长。1、问题分析及解决办法为有效解决厚板产品切割断面质量差及切割毛刺问题,可以具体问题具体分析。1.1焦点位置对产品切割质量的影响在激光切割的参数设置中,焦点位置的不同,切割出来的产品质量也会不相同,我们拟对焦点位置进行调整试验,对比不同焦点位置下的切割质量,试验材料:1.4301-6/Q345E-8,切割气体:氮气,工艺表:T2D5637,切割速度:1.5m/min。激光在切割过程中,当焦点位置较高时,切割毛刺明显增多,且毛刺较硬,只能通过砂轮机打磨的方式进行处理,在经过多次试验后,将焦点位置设置为-4时,切割毛刺基本没有,断面光滑。详细切割断面见表1表1不同焦点位置试验结果1.2引入线位置对产品切割质量的影响产品引入线位置不同对产品质量影响较大,我们拟对不同引入线位置进行实验。引入线位置对产品切割质量的影响详见表2。表2引入线位置不同对切割质量的影响1.3气压大小对产品切割质量的影响激光切割中,不同的气体压力切割出的产品质量也不相同,气体压力设置不当,极有可能会造成产品粘连,反面有泡,造成后续精整困难。气体压力对切割质量影响详见表3。表3不同气压对产品质量的影响通过上述试验,发现影响激光切割质量的主要因素有:焦距、引入线方式、气体压力等几个方面,下面将结合这几个因素,通过单一变量法,确定最优切割参数,以提高班组作业效率。2、激光切割常见问题的解决办法1)断面纹路很大,斜纹(功率:2700W,速度:0.8m/min,焦点位置:4.5,气压0.5bar),切割效果如图1所示。图1功率:2700W,速度:0.8m/min,焦点位置:4.5,气压0.5bar切割效果2)解决办法经过初步判断,认为其主要原因为气压过大,速度过快,所以,...