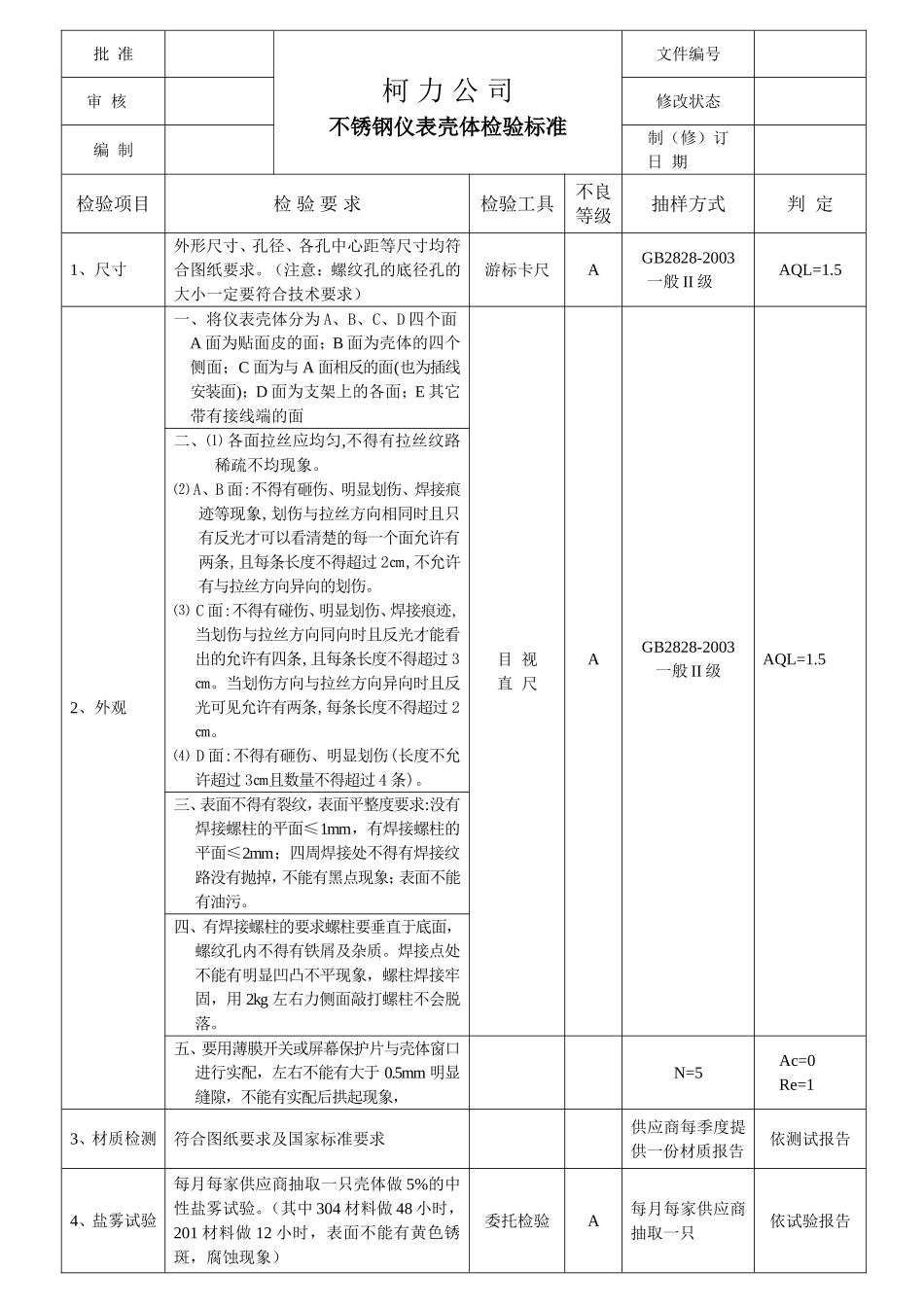
批准柯力公司不锈钢仪表壳体检验标准文件编号审核修改状态编制制(修)订日期检验项目检验要求检验工具不良等级抽样方式判定1、尺寸外形尺寸、孔径、各孔中心距等尺寸均符合图纸要求。(注意:螺纹孔的底径孔的大小一定要符合技术要求)游标卡尺AGB2828-2003一般II级AQL=1.52、外观一、将仪表壳体分为A、B、C、D四个面A面为贴面皮的面;B面为壳体的四个侧面;C面为与A面相反的面(也为插线安装面);D面为支架上的各面;E其它带有接线端的面目视直尺AGB2828-2003一般II级AQL=1.5二、⑴各面拉丝应均匀,不得有拉丝纹路稀疏不均现象。⑵A、B面:不得有砸伤、明显划伤、焊接痕迹等现象,划伤与拉丝方向相同时且只有反光才可以看清楚的每一个面允许有两条,且每条长度不得超过2㎝,不允许有与拉丝方向异向的划伤。⑶C面:不得有碰伤、明显划伤、焊接痕迹,当划伤与拉丝方向同向时且反光才能看出的允许有四条,且每条长度不得超过3㎝。当划伤方向与拉丝方向异向时且反光可见允许有两条,每条长度不得超过2㎝。⑷D面:不得有砸伤、明显划伤(长度不允许超过3㎝且数量不得超过4条)。三、表面不得有裂纹,表面平整度要求:没有焊接螺柱的平面≤1mm,有焊接螺柱的平面≤2mm;四周焊接处不得有焊接纹路没有抛掉,不能有黑点现象;表面不能有油污。四、有焊接螺柱的要求螺柱要垂直于底面,螺纹孔内不得有铁屑及杂质。焊接点处不能有明显凹凸不平现象,螺柱焊接牢固,用2kg左右力侧面敲打螺柱不会脱落。五、要用薄膜开关或屏幕保护片与壳体窗口进行实配,左右不能有大于0.5mm明显缝隙,不能有实配后拱起现象,N=5Ac=0Re=13、材质检测符合图纸要求及国家标准要求供应商每季度提供一份材质报告依测试报告4、盐雾试验每月每家供应商抽取一只壳体做5%的中性盐雾试验。(其中304材料做48小时,201材料做12小时,表面不能有黄色锈斑,腐蚀现象)委托检验A每月每家供应商抽取一只依试验报告注:烤漆类仪表壳体检验要求参照此检验标准进行检验。(表面烤漆颜色见封样,烤漆质量见烤漆类产品相关标准)