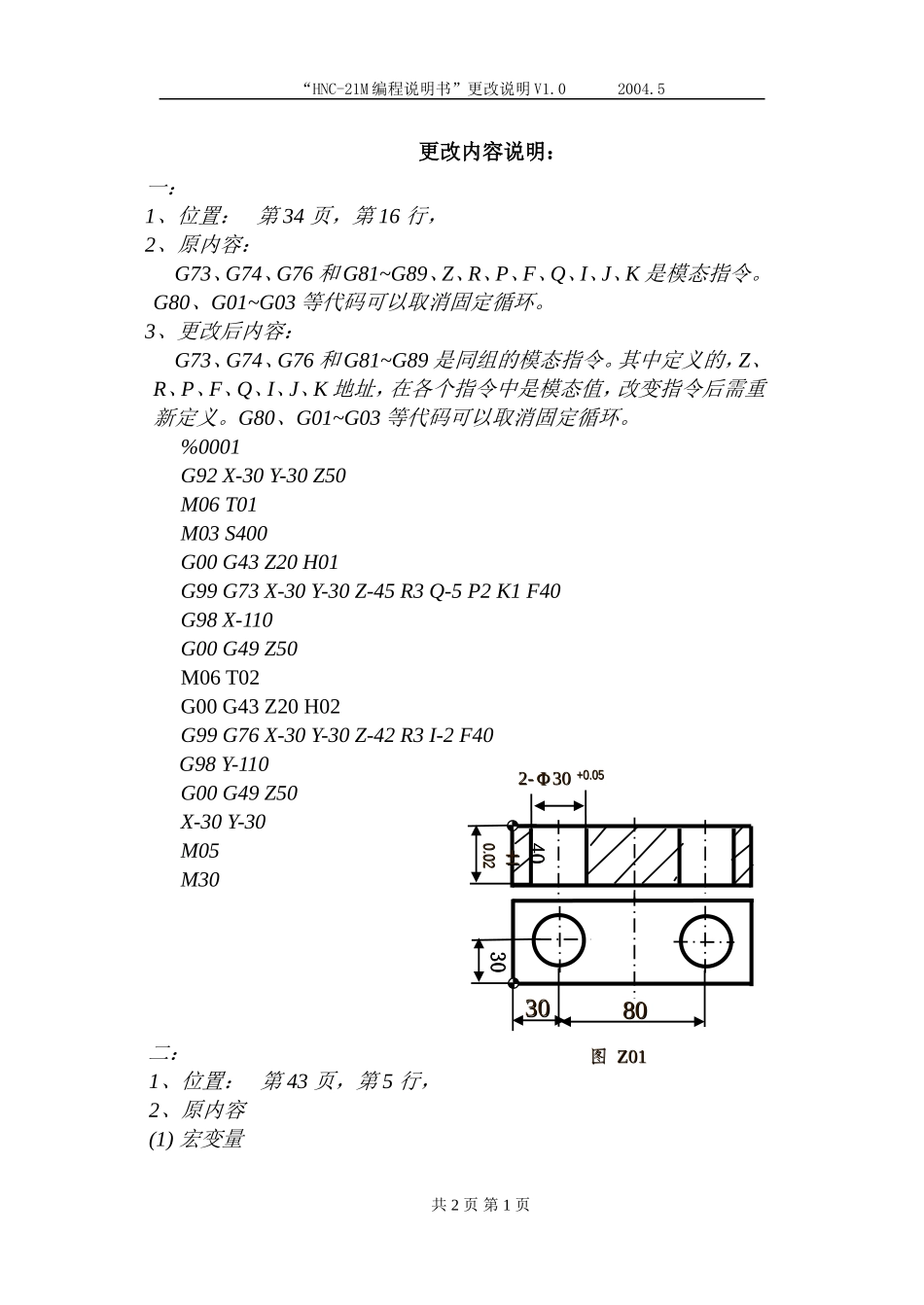
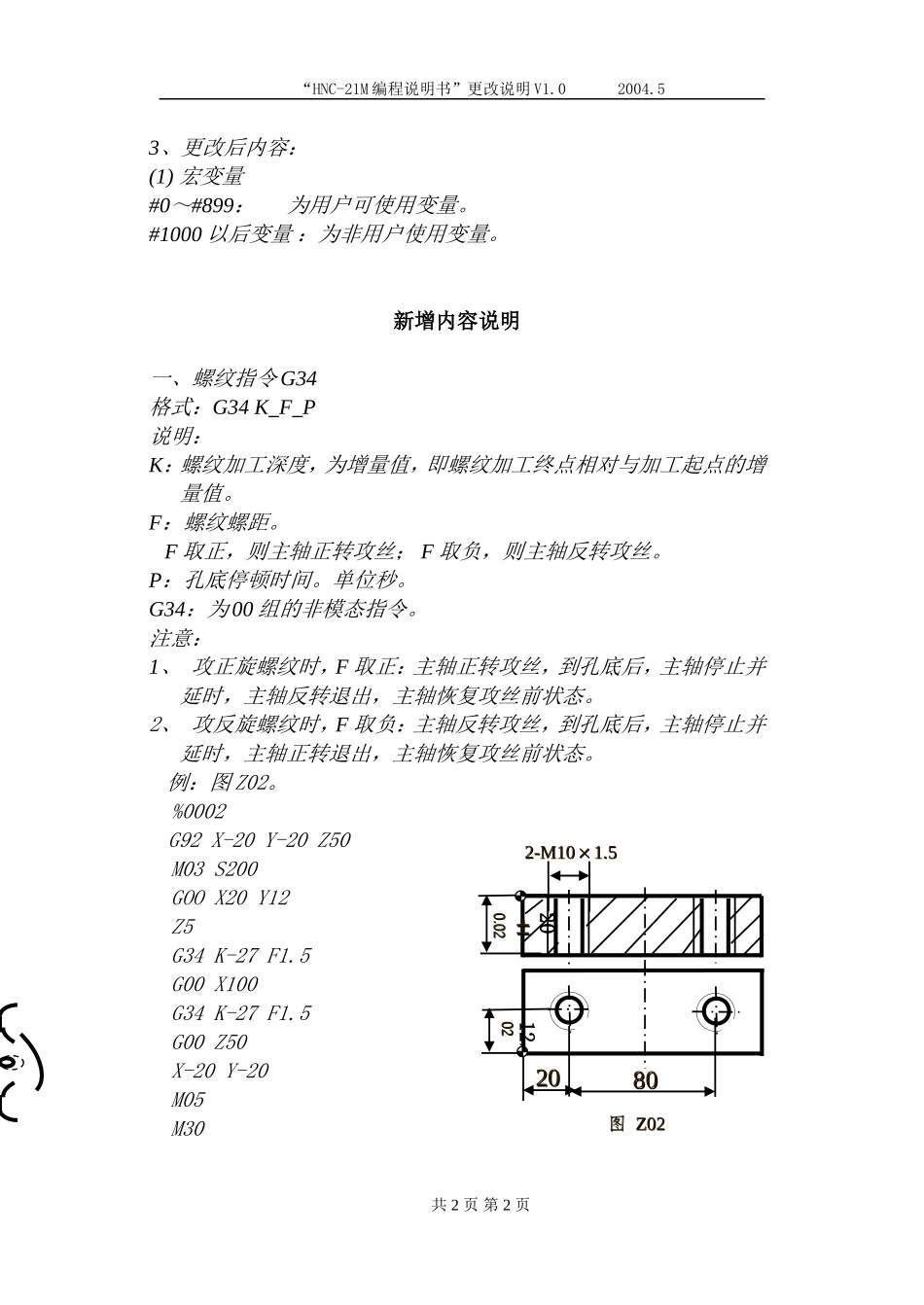
“HNC-21M编程说明书”更改说明V1.02004.5更改内容说明:一:1、位置:第34页,第16行,2、原内容:G73、G74、G76和G81~G89、Z、R、P、F、Q、I、J、K是模态指令。G80、G01~G03等代码可以取消固定循环。3、更改后内容:G73、G74、G76和G81~G89是同组的模态指令。其中定义的,Z、R、P、F、Q、I、J、K地址,在各个指令中是模态值,改变指令后需重新定义。G80、G01~G03等代码可以取消固定循环。%0001G92X-30Y-30Z50M06T01M03S400G00G43Z20H01G99G73X-30Y-30Z-45R3Q-5P2K1F40G98X-110G00G49Z50M06T02G00G43Z20H02G99G76X-30Y-30Z-42R3I-2F40G98Y-110G00G49Z50X-30Y-30M05M30二:1、位置:第43页,第5行,2、原内容(1)宏变量共2页第1页+0.05+0.052-2-ΦΦ3030808030303040±±0.020.02图图Z01Z01“HNC-21M编程说明书”更改说明V1.02004.53、更改后内容:(1)宏变量#0~#899:为用户可使用变量。#1000以后变量:为非用户使用变量。新增内容说明一、螺纹指令G34格式:G34KFP说明:K:螺纹加工深度,为增量值,即螺纹加工终点相对与加工起点的增量值。F:螺纹螺距。F取正,则主轴正转攻丝;F取负,则主轴反转攻丝。P:孔底停顿时间。单位秒。G34:为00组的非模态指令。注意:1、攻正旋螺纹时,F取正:主轴正转攻丝,到孔底后,主轴停止并延时,主轴反转退出,主轴恢复攻丝前状态。2、攻反旋螺纹时,F取负:主轴反转攻丝,到孔底后,主轴停止并延时,主轴正转退出,主轴恢复攻丝前状态。例:图Z02。%0002G92X-20Y-20Z50M03S200GOOX20Y12Z5G34K-27F1.5G00X100G34K-27F1.5G00Z50X-20Y-20M05M30共2页第2页2-M102-M10××1.51.58080202012..020220±±0.020.02图图Z02Z02