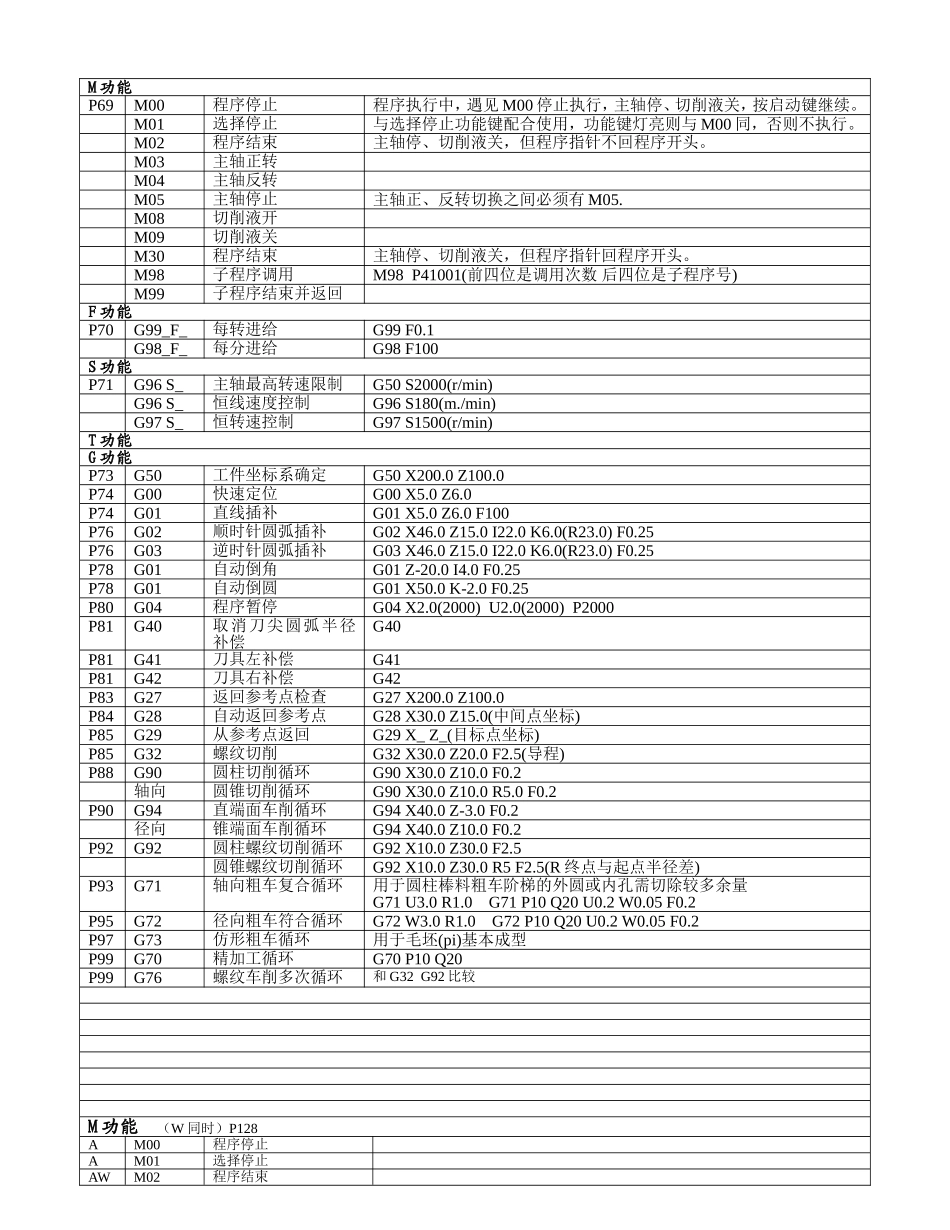
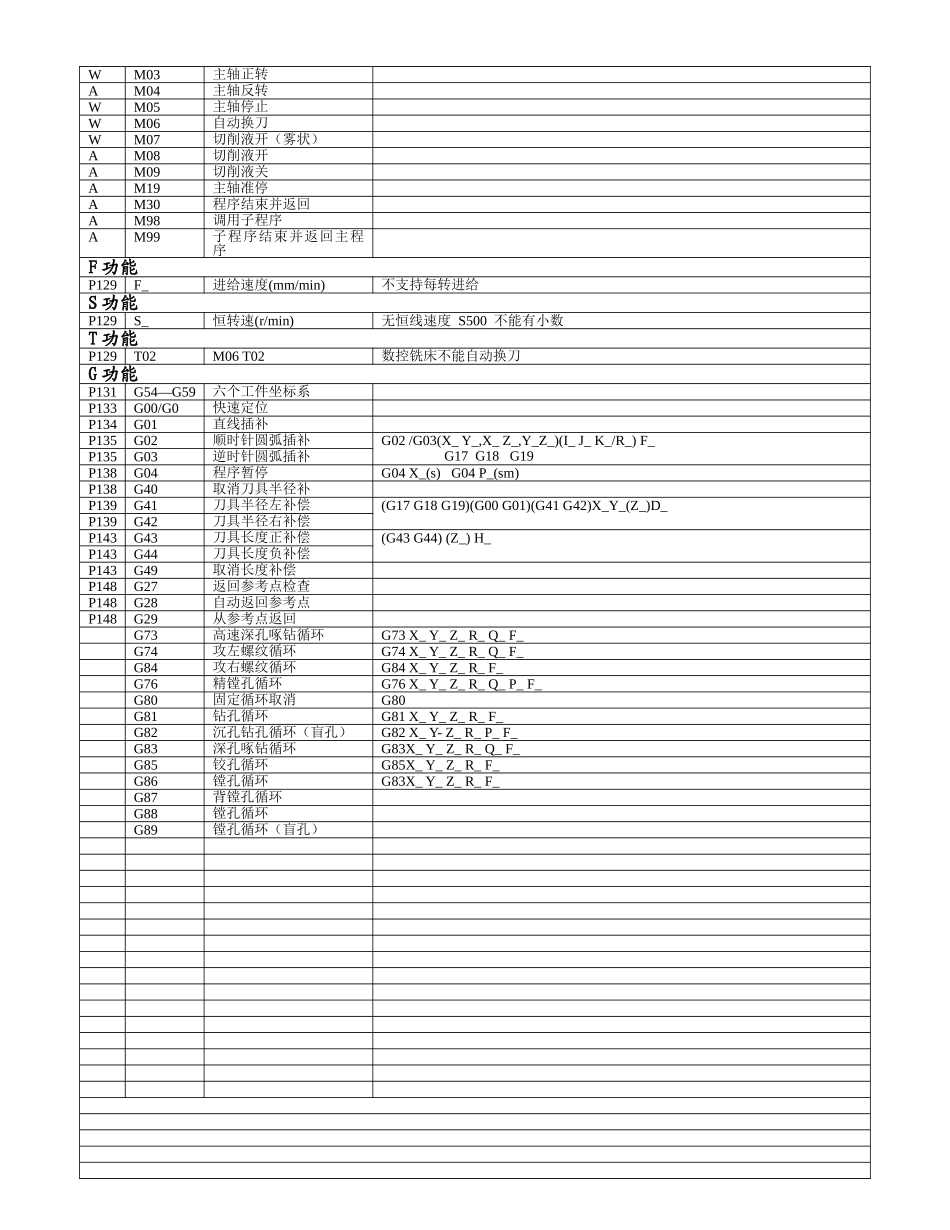
M功能P69M00程序停止程序执行中,遇见M00停止执行,主轴停、切削液关,按启动键继续。M01选择停止与选择停止功能键配合使用,功能键灯亮则与M00同,否则不执行。M02程序结束主轴停、切削液关,但程序指针不回程序开头。M03主轴正转M04主轴反转M05主轴停止主轴正、反转切换之间必须有M05.M08切削液开M09切削液关M30程序结束主轴停、切削液关,但程序指针回程序开头。M98子程序调用M98P41001(前四位是调用次数后四位是子程序号)M99子程序结束并返回F功能P70G99_F_每转进给G99F0.1G98_F_每分进给G98F100S功能P71G96S_主轴最高转速限制G50S2000(r/min)G96S_恒线速度控制G96S180(m./min)G97S_恒转速控制G97S1500(r/min)T功能G功能P73G50工件坐标系确定G50X200.0Z100.0P74G00快速定位G00X5.0Z6.0P74G01直线插补G01X5.0Z6.0F100P76G02顺时针圆弧插补G02X46.0Z15.0I22.0K6.0(R23.0)F0.25P76G03逆时针圆弧插补G03X46.0Z15.0I22.0K6.0(R23.0)F0.25P78G01自动倒角G01Z-20.0I4.0F0.25P78G01自动倒圆G01X50.0K-2.0F0.25P80G04程序暂停G04X2.0(2000)U2.0(2000)P2000P81G40取消刀尖圆弧半径补偿G40P81G41刀具左补偿G41P81G42刀具右补偿G42P83G27返回参考点检查G27X200.0Z100.0P84G28自动返回参考点G28X30.0Z15.0(中间点坐标)P85G29从参考点返回G29X_Z_(目标点坐标)P85G32螺纹切削G32X30.0Z20.0F2.5(导程)P88G90圆柱切削循环G90X30.0Z10.0F0.2轴向圆锥切削循环G90X30.0Z10.0R5.0F0.2P90G94直端面车削循环G94X40.0Z-3.0F0.2径向锥端面车削循环G94X40.0Z10.0F0.2P92G92圆柱螺纹切削循环G92X10.0Z30.0F2.5圆锥螺纹切削循环G92X10.0Z30.0R5F2.5(R终点与起点半径差)P93G71轴向粗车复合循环用于圆柱棒料粗车阶梯的外圆或内孔需切除较多余量G71U3.0R1.0G71P10Q20U0.2W0.05F0.2P95G72径向粗车符合循环G72W3.0R1.0G72P10Q20U0.2W0.05F0.2P97G73仿形粗车循环用于毛坯(pi)基本成型P99G70精加工循环G70P10Q20P99G76螺纹车削多次循环和G32G92比较M功能(W同时)P128AM00程序停止AM01选择停止AWM02程序结束WM03主轴正转AM04主轴反转WM05主轴停止WM06自动换刀WM07切削液开(雾状)AM08切削液开AM09切削液关AM19主轴准停AM30程序结束并返回AM98调用子程序AM99子程序结束并返回主程序F功能P129F_进给速度(mm/min)不支持每转进给S功能P129S_恒转速(r/min)无恒线速度S500不能有小数T功能P129T02M06T02数控铣床不能自动换刀G功能P131G54—G59六个工件坐标系P133G00/G0快速定位P134G01直...