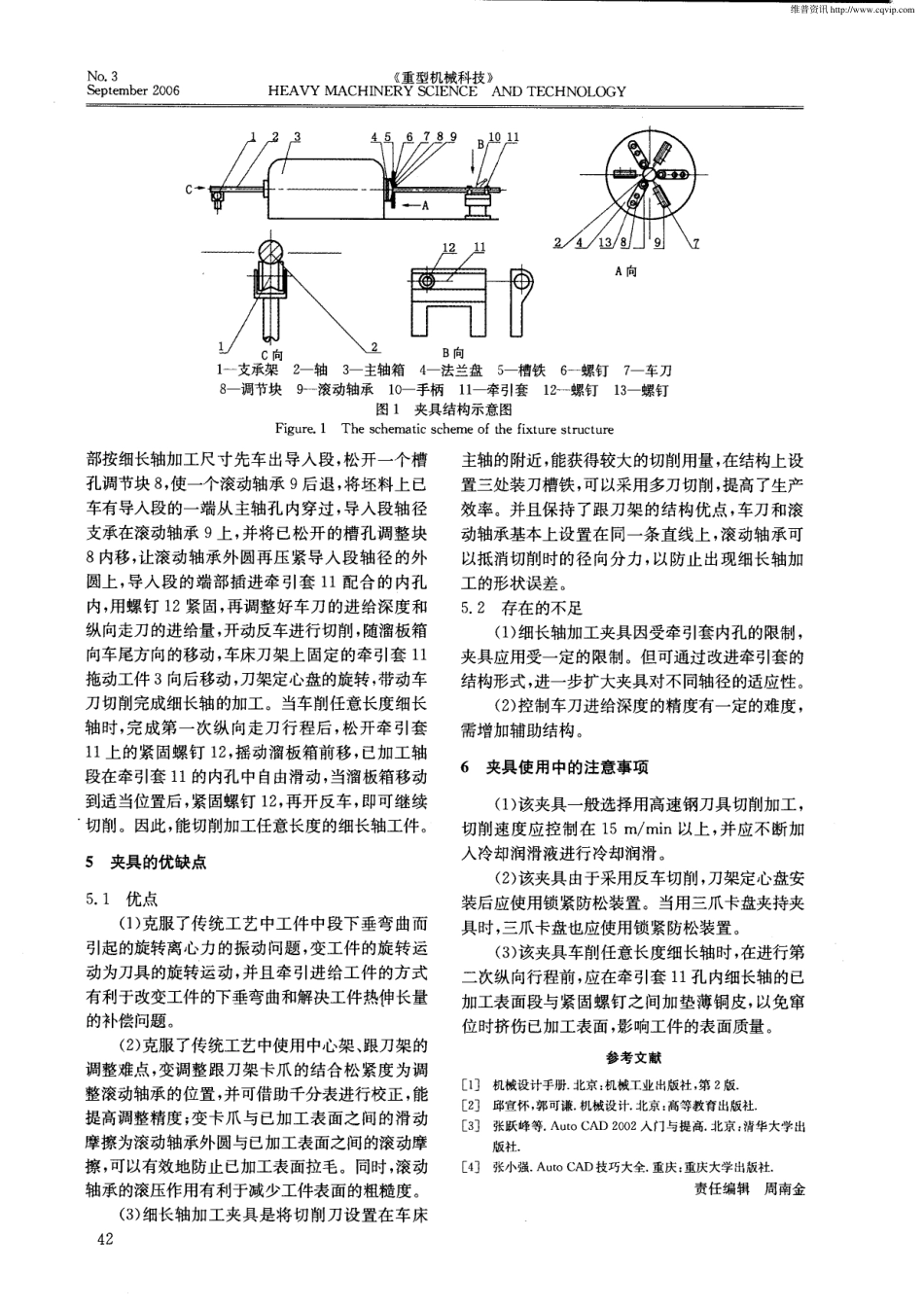
《重型机械科技》HEAVYMACHINERYSCIENCEANDTECHN0UGYN0.3September2006细长轴加工夹具的应用赵文革(黑化集团股份有限公司焦化厂,黑龙江161041)摘要:介绍在车床上加工细长轴专用夹具的设计制造过程。使用该夹具可切削加工任意长度的细长轴。关键词:细长轴加工;车床夹具;振动中图分类号:TG751.1文献标识码:ATheApplicationoftheFixtureUsedforMachiningtheSlimnessShaftZhaoWen2eAbstract:ThedesignandmanufacturingprocessofthespecialfixtureformachiningtheslimnessshaftonthelathehasbeendescribedinthisarticleByusingthisfixture,theslimnessshaftwithanylengthcanbema-chinedKeywords:slimnessshaftmachining;lathefixture;vibration1前言由于细长轴刚性较差,工件材料的自重会引起工件中部的下垂弯曲,用传统的加工工艺操作有一定的难度,且加工的表面质量不易保证。为此,我们设计制造了在车床上加工细长轴的专用夹具,应用效果较好。2夹具的结构与定位细长轴加工夹具如图1所示,由牵引套11、刀架定心盘4和送料辊支承架1组成。刀架定心盘与主轴端部的螺纹联接,亦可用三爪卡盘夹持。刀架定心盘的法兰盘4上有按120。均匀分布的三块槽孔调节块8,由螺钉13压紧固定,其底面以法兰盘4的平面为定位基准,前端部固定有滚动轴承9,利用槽孔调节块8上的槽孔可以将滚动轴承9向法兰盘4的中心调整。在两槽孔调整块8之间固定有装刀槽铁5,车刀7装在槽铁5的滑槽内移动,车刀7由紧固螺钉6固定。装刀槽铁5共3件,可任选一组安装车刀,亦可用多刀加工。牵引套11后端为双刀杆结构,两刀杆间距按不同车床的刀架任意配制,安装时,双刀杆分别卡在车床刀架两侧的装刀槽内,用车刀压紧螺钉固定。牵引套内孔为阶梯孔或通孔,在上侧管壁上制作有螺纹孔,用于用螺钉固定细长轴的轴端,阶梯形内孔用于一夹多用,以适应不同的几种轴径收稿日期:2OO6—0l—l2的细长轴加工。通孔用于固定同一直径的批量件加工,亦可用于任意长度的细长轴加工,使细长轴能在牵引套孔内自由穿过。在主轴箱3的后端设有送料辊支承架1,辊轮内镶嵌有滚动轴承,以减小送料阻力。3夹具的调整3.1细长轴加工夹具调整的关键定心滚动轴承9形成的旋转轴心线与主轴轴心线的同轴度是其调整的关键,因为刀具加工时以该轴心线为基准。调整方法是切削一段与细长轴加工尺寸相同的试棒,调整移动槽孔调整块8使三个滚动轴承向中心移动,用轴承外圆夹持住试棒,用千分表进行调整找正,其误差值...