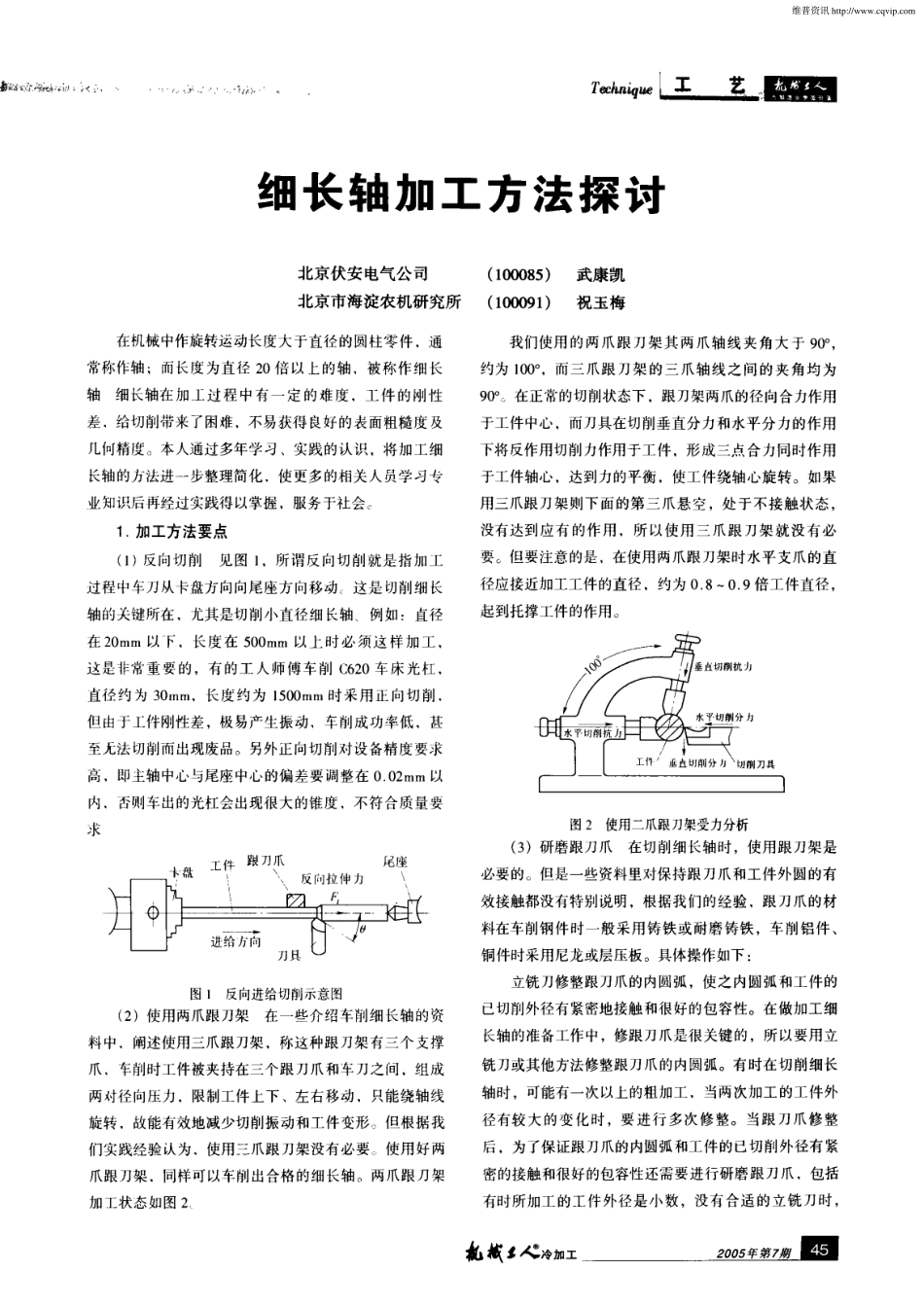
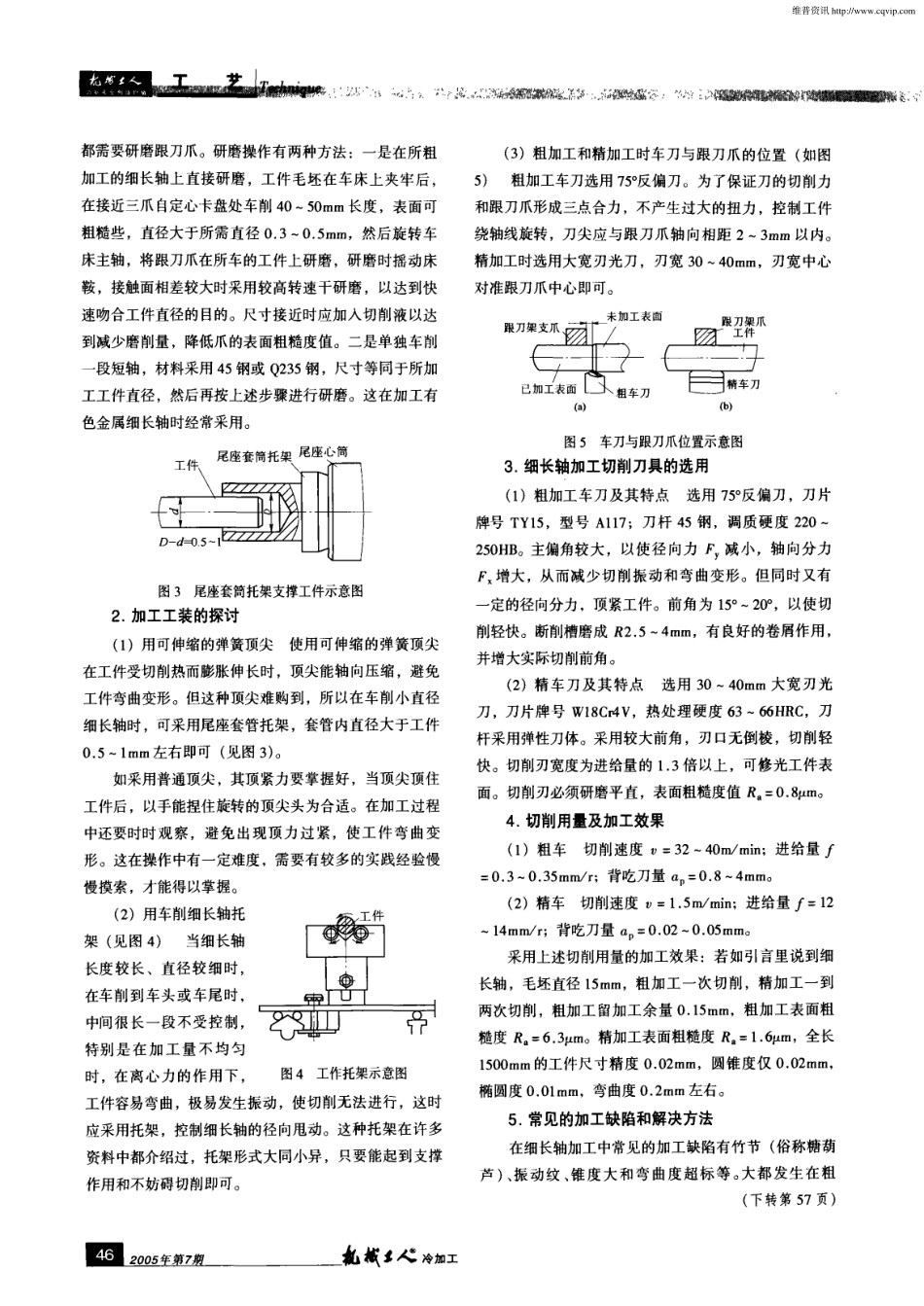
秘一磷z嘞细长轴加工方法探讨北京伏安电气公司北京市海淀农机研究所在机械中作旋转运动长度大于直径的圆柱零件,通常称作轴;而长度为直径20倍以上的轴,被称作细长轴细长轴在加lr过程中有一定的难度,工件的刚性差,给切削带来了困难,不易获得良好的表面粗糙度及几何精度。本人通过多年学习、实践的认识,将加工细}∈轴的方法进一步整理简化,使更多的相关人员学习专业知识后再经过实践得以掌握,服务于社会。1.加工方法要点(1)反向切削见图1,所谓反向切削就是指加工过程中车刀从卡盘方向向尾座方向移动这是切削细长轴的关键所在,尤其是切削小直径细长轴。例如:直径在20mm以下,长度在500mm以上时必须这样加工,这是非常重要的,有的工人师傅车削C620车床光杠,直径约为30ram,长度约为1500mm时采用正向切削,但由于』件刚性差,极易产生振动,车削成功率低,甚至无法切削而出现废品。另外正向切削对设备精度要求高,即主轴中心与尾座中心的偏差要凋整在0.02mm以内,否则车出的光杠会出现很大的锥度,不符合质量要求图1反向进给切削示意图(2)使用两爪跟刀架在一些介绍车削细长轴的资料中,阐述使用三爪跟刀架,称这种跟刀架有三个支撑爪,车削时工件被夹持在三个跟刀爪和车刀之间,组成两对径向压力,限制工件上下、左右移动,只能绕轴线旋转,故能有效地减少切削振动和工件变形。但根据我们实践经验认为,使用三爪跟刀架没有必要。使用好两爪跟刀架,同样可以车削出合格的细长轴。两爪跟刀架加工状态如图2。(100085)武康凯(100091)祝玉梅我们使用的两爪跟刀架其两爪轴线夹角大于90。,约为100。,而三爪跟刀架的三爪轴线之间的夹角均为90。。在正常的切削状态下,跟刀架两爪的径向合力作用于工件中心,而刀具在切削垂直分力和水平分力的作用下将反作用切削力作用于工件,形成三点合力同时作用于工件轴心,达到力的平衡,使工件绕轴心旋转。如果用三爪跟刀架则下面的第三爪悬空,处于不接触状态,没有达到应有的作用,所以使用三爪跟刀架就没有必要。但要注意的是,在使用两爪跟刀架时水平支爪的直径应接近加工工件的直径,约为0.80.9倍工件直径,起到托撑工件的作用。图2使用二爪跟刀架受力分析(3)研磨跟刀爪在切削细长轴时,使用跟刀架是必要的。但是一些资料里对保持跟刀爪和工件外圆的有效接触都没有特别说明,根据我们的经验,跟刀爪的材料在车削钢件时一般采用铸铁或耐磨铸铁,车削铝件、铜件时采用尼龙或层压板。具体操作如下:立...