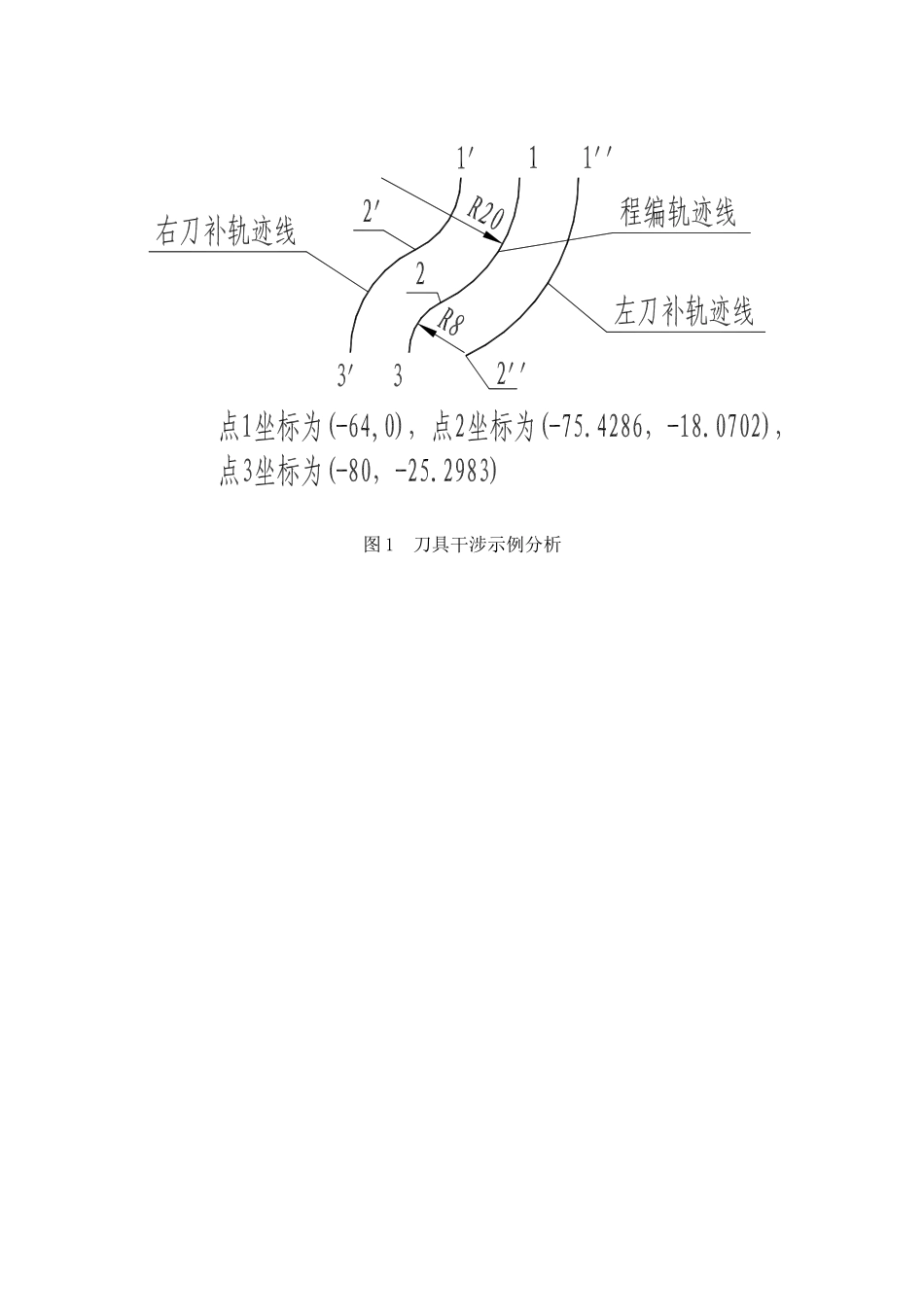
华中“世纪星”铣床数控系统刀具干涉编程实例分析%0002G54G90M03S1500M07G01X0Y0Z50G01X-64Y34F1000Z5G01Z0F80M98P0100L2G90G00Z50M09M05M30O0100G91G01Z-4F50G41G90X-64Y18F80D01Y0G91G02X-11.4286Y-18.0702R20G03X-4.5714Y-7.2281R8;//刀具干涉位置G01Y-14.7018G03X10Y-10R10G01G90G40X-64Y34M99在华中“世纪星”数控系统执行上述加工程序,如将数控系统刀补半径设为8.5mm,系统将给出子程序第4行,程序第17行刀具干涉,也就是子程序O0100的G03X-4.5714Y-7.2281R8行加工代码,这是因为此时采用左刀补加工了小于刀具半径的圆弧内侧,会产生过切现象。将出错行和其前面一行的加工代码的数据绘制成图进行分析,如图1所示。曲线123为编程轨迹线(由12段圆弧和23段圆弧组成),曲线1’2’3’是右刀补轨迹线,曲线1“2“是左刀补轨迹线,刀具前进方向为从1点→2点→3点,此时用左刀补在加工23段圆弧(R8)时,12段圆弧左刀补轨迹线1“2“已切入23段圆弧轨迹线,将出现刀具干涉,解决办法是减小23段圆弧的刀具半径补偿值,如将刀补半径设为7.0mm。图1刀具干涉示例分析