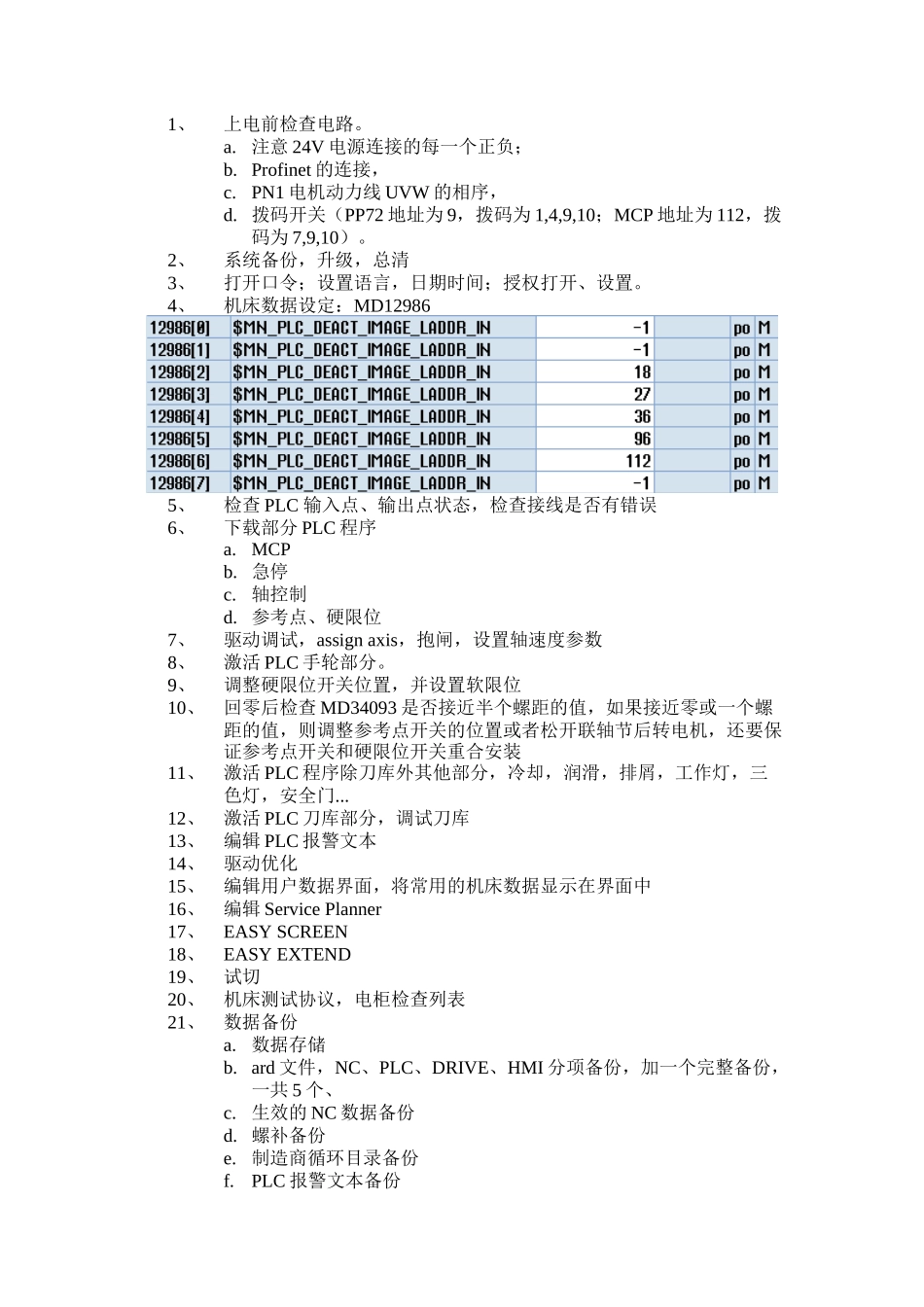
1、上电前检查电路。a.注意24V电源连接的每一个正负;b.Profinet的连接,c.PN1电机动力线UVW的相序,d.拨码开关(PP72地址为9,拨码为1,4,9,10;MCP地址为112,拨码为7,9,10)。2、系统备份,升级,总清3、打开口令;设置语言,日期时间;授权打开、设置。4、机床数据设定:MD129865、检查PLC输入点、输出点状态,检查接线是否有错误6、下载部分PLC程序a.MCPb.急停c.轴控制d.参考点、硬限位7、驱动调试,assignaxis,抱闸,设置轴速度参数8、激活PLC手轮部分。9、调整硬限位开关位置,并设置软限位10、回零后检查MD34093是否接近半个螺距的值,如果接近零或一个螺距的值,则调整参考点开关的位置或者松开联轴节后转电机,还要保证参考点开关和硬限位开关重合安装11、激活PLC程序除刀库外其他部分,冷却,润滑,排屑,工作灯,三色灯,安全门...12、激活PLC刀库部分,调试刀库13、编辑PLC报警文本14、驱动优化15、编辑用户数据界面,将常用的机床数据显示在界面中16、编辑ServicePlanner17、EASYSCREEN18、EASYEXTEND19、试切20、机床测试协议,电柜检查列表21、数据备份a.数据存储b.ard文件,NC、PLC、DRIVE、HMI分项备份,加一个完整备份,一共5个、c.生效的NC数据备份d.螺补备份e.制造商循环目录备份f.PLC报警文本备份g.e-log文件h.授权序列号备份i.tgz备份j.用PLCProgrammingTool给PLC项目备份k.用Starter给驱动项目备份l.EasyExtend文件备份m.EasyScreen文件备份