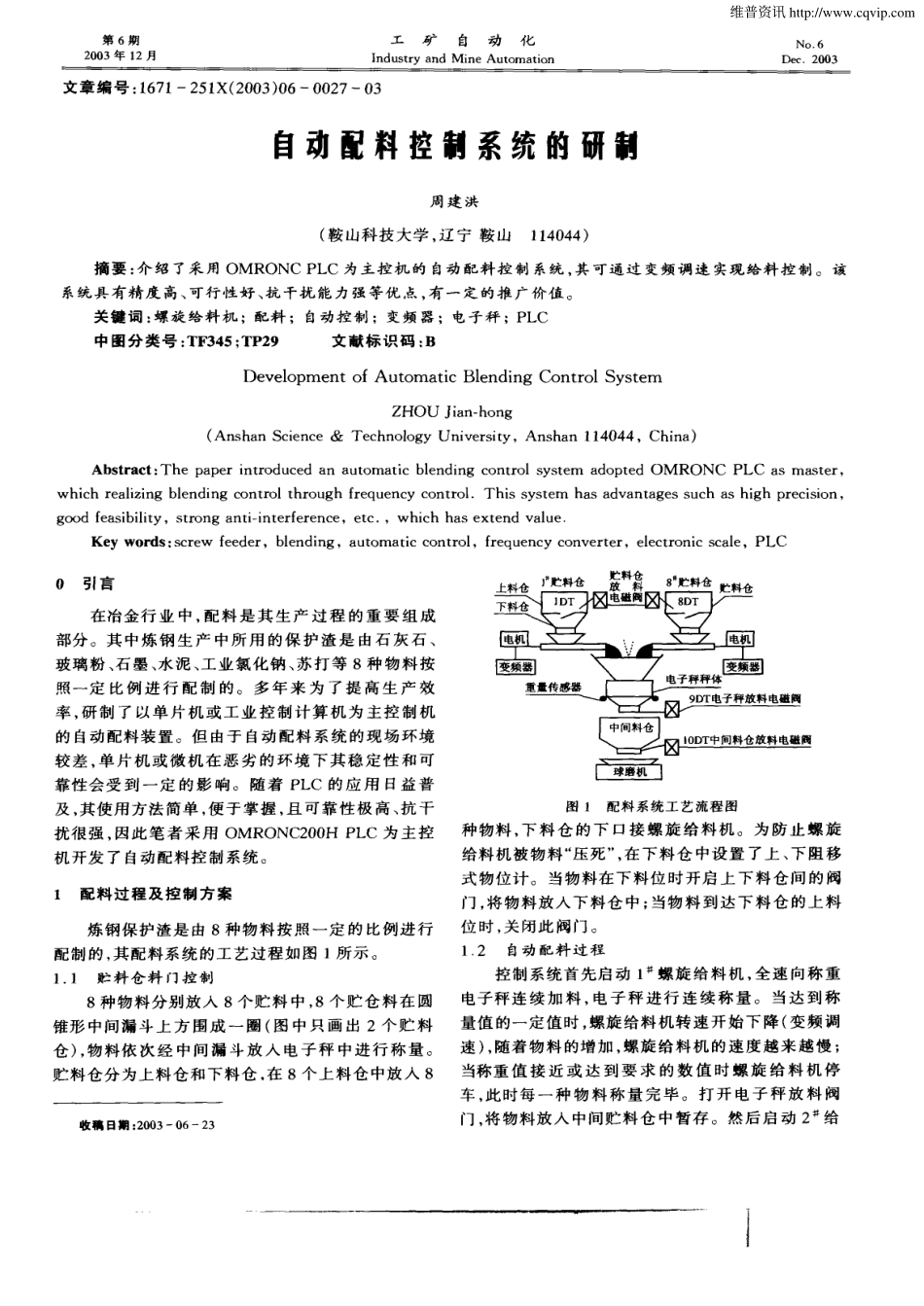
第6期2003年12月工矿自动化IndustryandMineAutomationNo.6Dec.2003文章编号:1671—251X(2003)06—0027—03自动配料控制系统的研制周建洪(鞍山科技大学,辽宁鞍山114044)摘要:介绍了采用OMRONCPLC为主控机的自动配料控制系统,其可通过变频调速实现给料控制。该系统具有精度高、可行性好、抗干扰能力强等优点,有一定的推广价值。关键词:螺旋给料机;配料;自动控制;变频器;电子秤;PLC中图分类号:TF345;TP29文献标识码:BDevelopmentofAutomaticBlendingControlSystemZH0UJian—hong(AnshanScience&TechnologyUniversity,Anshan114044,China)Abstract:ThepaperintroducedanautomaticblendingcontrolsystemadoptedOMRONCPLCasmaster,whichrealizingblendingcontrolthroughfrequencycontro1.Thissystemhasadvantagessuchashighprecision,goodfeasibility,stronganti—interference,etc.,whichhasextendvalue.Keywords:screwfeeder,blending,automaticcontrol,frequencyconverter,electronicscale,PLC0引言在冶金行业中,配料是其生产过程的重要组成部分。其中炼钢生产中所用的保护渣是由石灰石、玻璃粉、石墨、水泥、工业氯化钠、苏打等8种物料按照一定比例进行配制的。多年来为了提高生产效率,研制了以单片机或工业控制计算机为主控制机的自动配料装置。但由于自动配料系统的现场环境较差,单片机或微机在恶劣的环境下其稳定性和可靠性会受到一定的影响。随着PLC的应用日益普及,其使用方法简单,便于掌握,且可靠性极高、抗干扰很强,因此笔者采用OMRONC200HPLC为主控机开发了自动配料控制系统。1配料过程及控制方案炼钢保护渣是由8种物料按照一定的比例进行配制的,其配料系统的工艺过程如图1所示。1.1贮料仓料门控制8种物料分别放入8个贮料中,8个贮仓料在圆锥形中间漏斗上方围成一圈(图中只画出2个贮料仓),物料依次经中间漏斗放入电子秤中进行称量。贮料仓分为上料仓和下料仓,在8个上料仓中放入8收稿日期:2003—06—23图1配料系统工艺流程图种物料,下料仓的下口接螺旋给料机。为防止螺旋给料机被物料“压死”,在下料仓中设置了上、下阻移式物位计。当物料在下料位时开启上下料仓间的阀门,将物料放入下料仓中;当物料到达下料仓的上料位时,关闭此阀门。1.2自动配料过程控制系统首先启动1#螺旋给料机,全速向称重电子秤连续加料,电子秤进行连续称量。当达到称量值的一定值时,螺旋给料机转速开始下降(变频调...