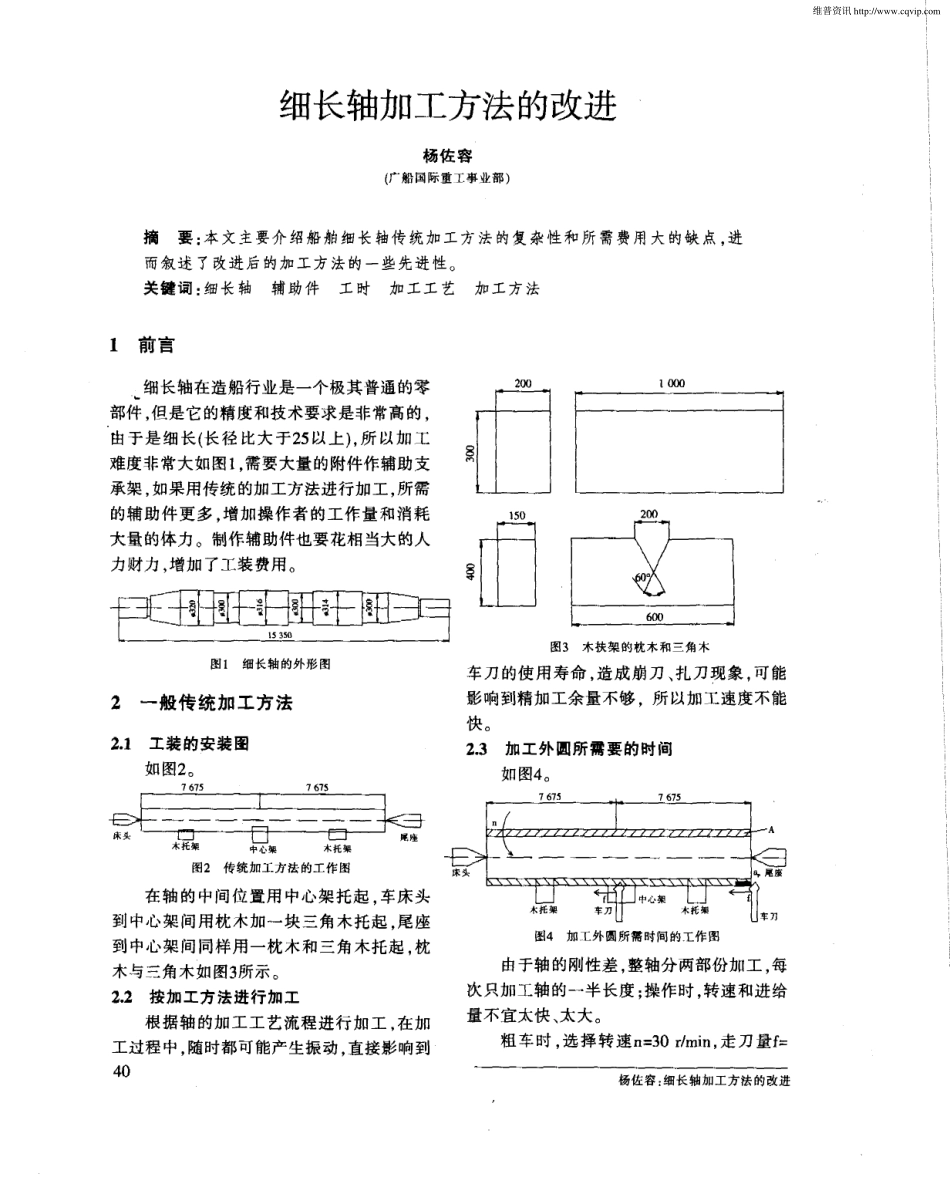
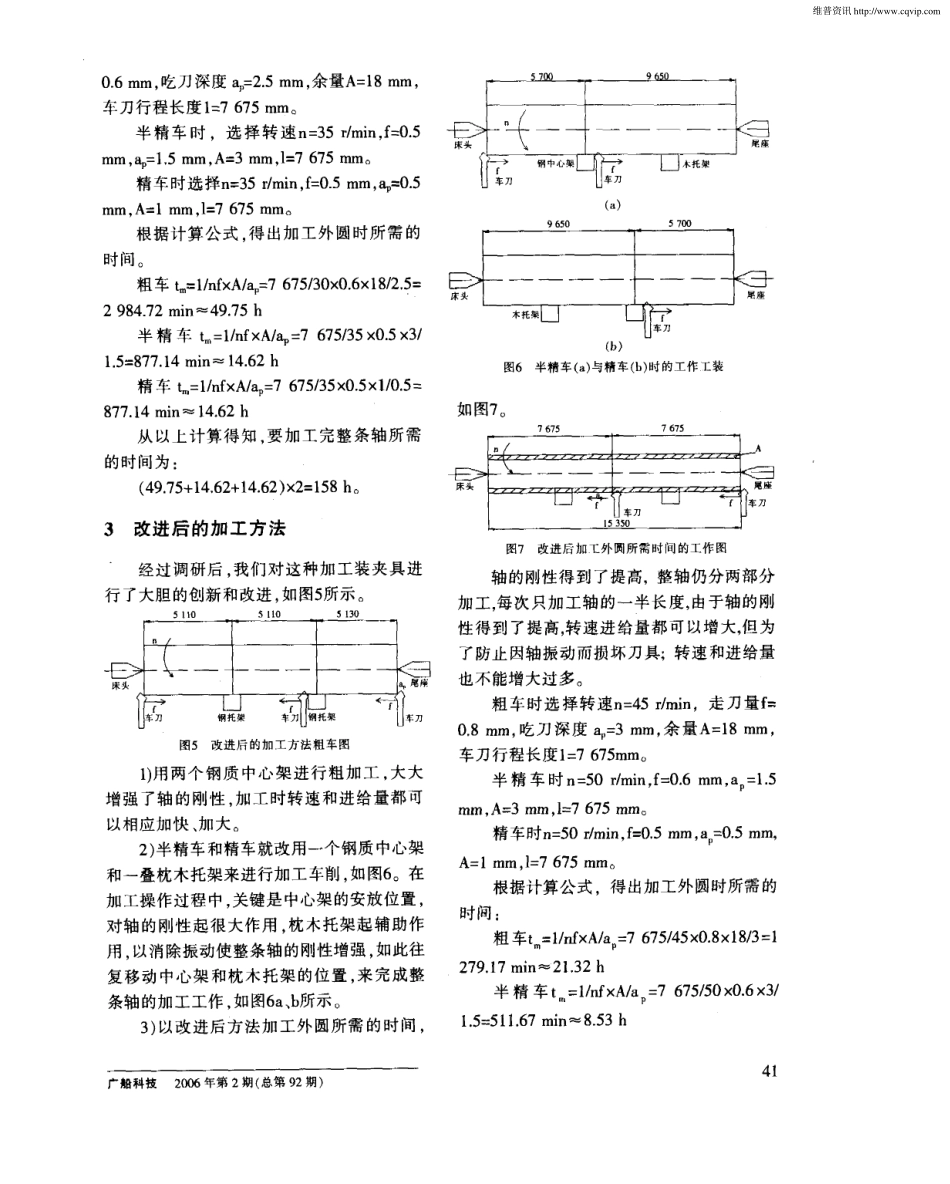
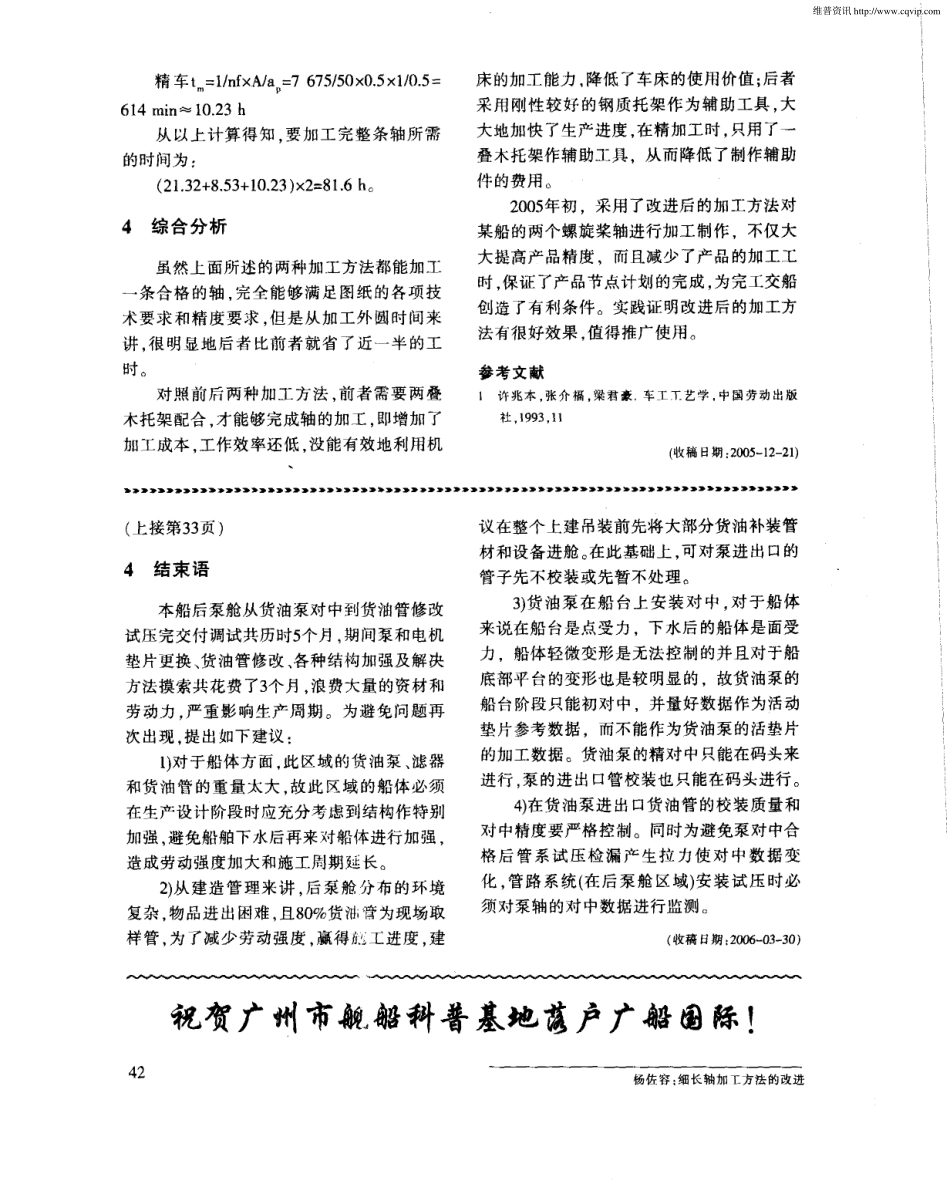
细长轴加工方法的改进杨佐容(广船国际重工事业部)摘要:本文主要介绍船舶细长轴传统加工方法的复杂性和所需费用大的缺点,进而叙述了改进后的加工方法的一些先进性。关键词:细长轴辅助件工时加工工艺加工方法l前言细长轴在造船行业是一个极其普通的零部件,但是它的精度和技术要求是非常高的,由于是细长f长径比大于25以上)。所以加工难度非常大如图l,需要大量的附件作辅助支承架,如果用传统的加工方法进行加工,所需的辅助件更多.增加操作者的工作量和消耗大量的体力。制作辅助件也要花相当大的人力财力,增加了工装费用。图1细长轴的外形图2一般传统加工方法2.1工装的安装图如图2。7675图2传统加工方法的工作图在轴的中间位置用中心架托起.车床头到中心架间用枕木加一块三角木托起.尾座到中心架间同样用一枕木和三角木托起.枕木与三角木如图3所示。2.2按加工方法进行加工根据轴的加工工艺流程进行加工。在加工过程中,随时都可能产生振动,直接影响到40图3木扶架的枕木和三角术车刀的使用寿命,造成崩刀、扎刀现象,可能影响到精加工余量不够,所以加工速度不能快。2.3加工外圆所需要的时间如图4。图4加工外圆所需时间的工作图由于轴的刚性差,整轴分两部份加工,每次只加工轴的一半长度;操作时,转速和进给量不宜太快、太大。粗车时,选择转速n=30r/min,走刀量f=杨佐容:细长轴加工方法的改进维普资讯http://www.cqvip.com0.6mm,吃刀深度ap=2.5mm,余量A=18mm,车刀行程长度1=7675mm。半精车时,选择转速n=35r/min,f=0.5mm,a。:1.5mm,A=3mm,1=7675mm。精车时选择n=35r/min,f=0.5mm,a.--0.5mm,A=Imm,1=7675mm。根据计算公式,得出加工外圆时所需的时间。粗车tm=l/nfxA/a。=7675/30x0.6x18/2.5=2984.72min49.75h半精车tm=1/nfxA/%=7675/35x0.5x3/1.5=877.14rain一14.62h精车t...=l/nfxA/a=7675/35x0.5xl/0.5:877.14rain一14.62h从以上计算得知,要加工完整条轴所需的时间为:(49.75+14.62+14.62)x2=158h。3改进后的加工方法经过调研后,我们对这种加工装夹具进行了大胆的创新和改进,如图5所示。n/(一~——l车刀槊牢刀l1钢托槊图5改进后的加工方法粗军图l1用两个钢质中心架进行粗加工,大大增强了轴的刚性,加工时转速和进给量都可以相应力口快、力Ⅱ大。2)半精车和精车就改用一个钢质中心架和~叠枕木托架来进行加工车削,如图6。在加工操作过程中,关键是中心架的安放位置,...