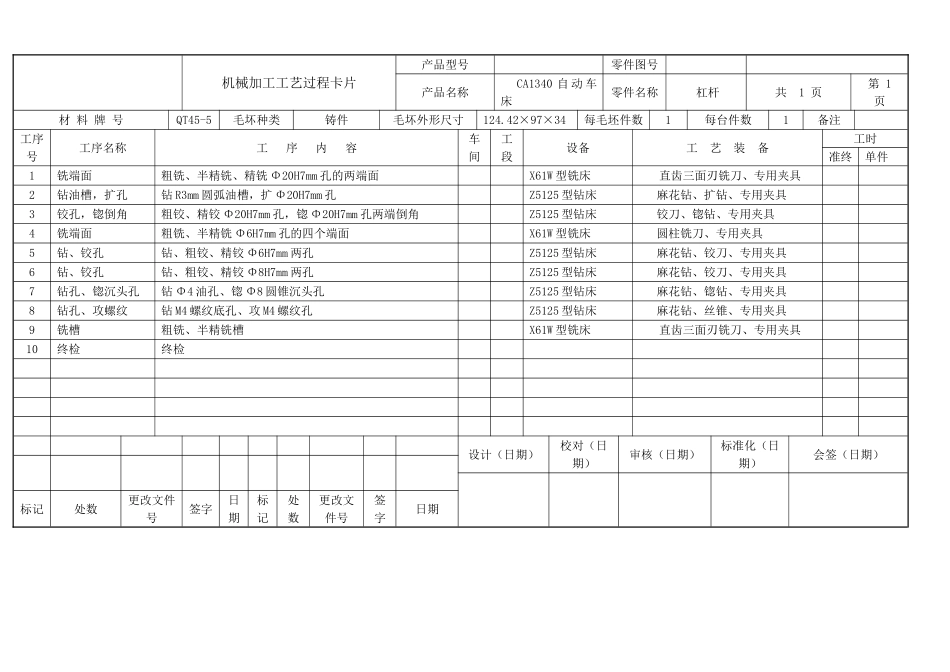
机械加工工艺过程卡片产品型号零件图号产品名称CA1340自动车床零件名称杠杆共1页第1页材料牌号QT45-5毛坏种类铸件毛坏外形尺寸124.42×97×34每毛坯件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1铣端面粗铣、半精铣、精铣Φ20H7mm孔的两端面X61W型铣床直齿三面刃铣刀、专用夹具2钻油槽,扩孔钻R3mm圆弧油槽,扩Φ20H7mm孔Z5125型钻床麻花钻、扩钻、专用夹具3铰孔,锪倒角粗铰、精铰Φ20H7mm孔,锪Φ20H7mm孔两端倒角Z5125型钻床铰刀、锪钻、专用夹具4铣端面粗铣、半精铣Φ6H7mm孔的四个端面X61W型铣床圆柱铣刀、专用夹具5钻、铰孔钻、粗铰、精铰Φ6H7mm两孔Z5125型钻床麻花钻、铰刀、专用夹具6钻、铰孔钻、粗铰、精铰Φ8H7mm两孔Z5125型钻床麻花钻、铰刀、专用夹具7钻孔、锪沉头孔钻Φ4油孔、锪Φ8圆锥沉头孔Z5125型钻床麻花钻、锪钻、专用夹具8钻孔、攻螺纹钻M4螺纹底孔、攻M4螺纹孔Z5125型钻床麻花钻、丝锥、专用夹具9铣槽粗铣、半精铣槽X61W型铣床直齿三面刃铣刀、专用夹具10终检终检设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期