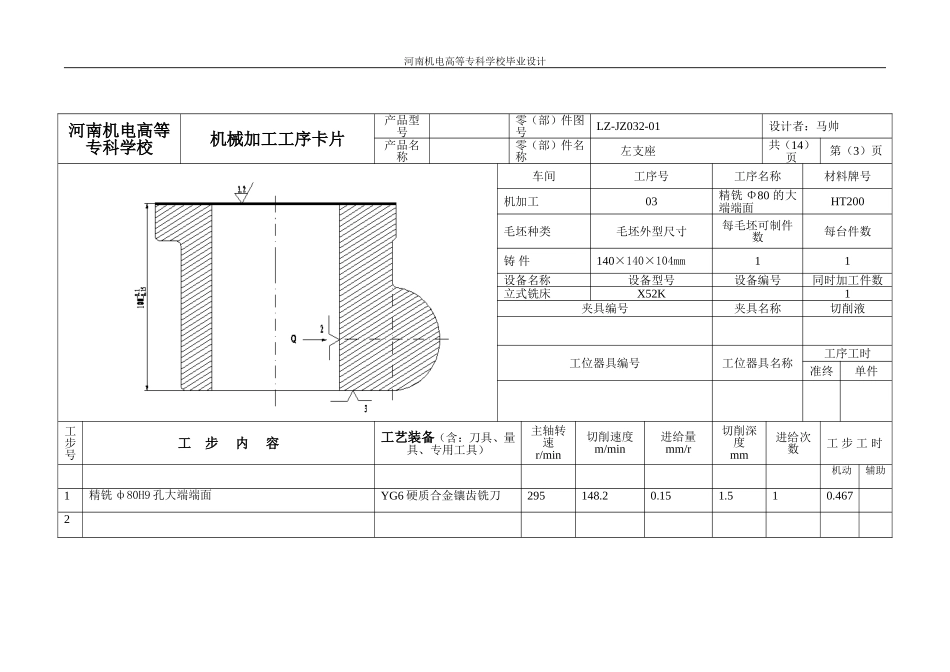
河南机电高等专科学校毕业设计河南机电高等专科学校机械加工工序卡片产品型号零(部)件图号LZ-JZ032-01设计者:马帅产品名称零(部)件名称左支座共(14)页第(1)页车间工序号工序名称材料牌号机加工01粗铣Φ80的小端端面HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件140×140×104mm11设备名称设备型号设备编号同时加工件数立式铣床X52K1夹具编号夹具名称切削液专用家具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时(min)机动辅助1粗铣ф80H9孔小端端面YG6硬质合金镶齿铣刀47.523.8760.153.011.272粗铣ф80H9孔大端端面YG6硬质合金镶齿铣刀11859.310.22.842.41河南机电高等专科学校毕业设计河南机电高等专科学校机械加工工序卡片产品型号零(部)件图号LZ-JZ032-01设计者:马帅产品名称零(部)件名称左支座共(14)页第(2)页车间工序号工序名称材料牌号机加工02粗镗ф80H9内孔HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件140×140×104mm11设备名称设备型号设备编号同时加工件数卧式镗床T6111夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1粗镗ф80H9内孔到ф77W18Cr4V高速钢樘刀8018.850.373.523.72河南机电高等专科学校毕业设计河南机电高等专科学校机械加工工序卡片产品型号零(部)件图号LZ-JZ032-01设计者:马帅产品名称零(部)件名称左支座共(14)页第(3)页车间工序号工序名称材料牌号机加工03精铣Φ80的大端端面HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件140×140×104mm11设备名称设备型号设备编号同时加工件数立式铣床X52K1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1精铣ф80H9孔大端端面YG6硬质合金镶齿铣刀295148.20.151.510.4672河南机电高等专科学校毕业设计河南机电高等专科学校机械加工工序卡片产品型号零(部)件图号LZ-JZ032-01设计者:马帅产品名称零(部)件名称左支座共(14)页第(4)页车间工序号工序名称材料牌号机加工04精镗Φ80的内孔和倒角HT200毛坯种类毛坯...