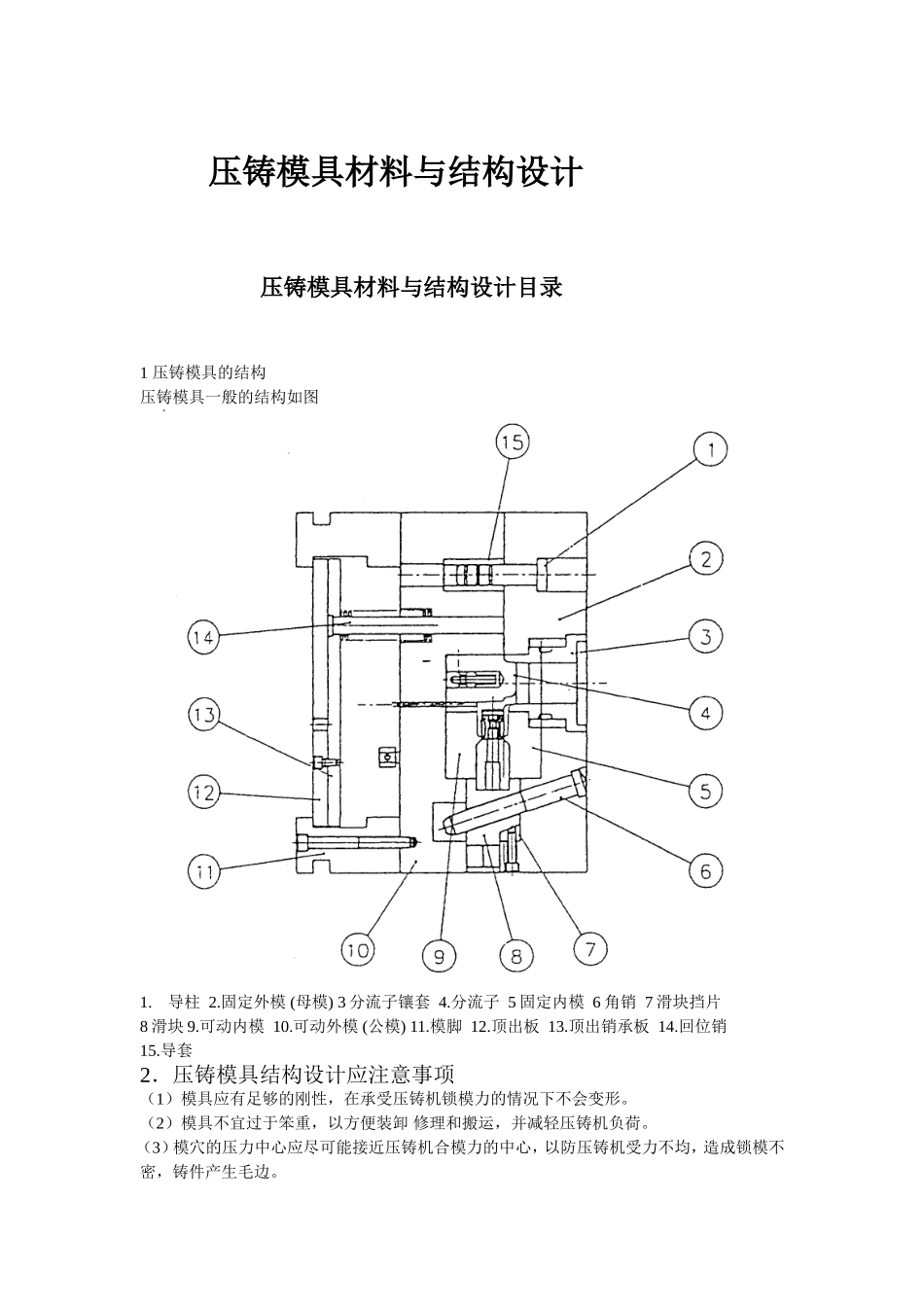
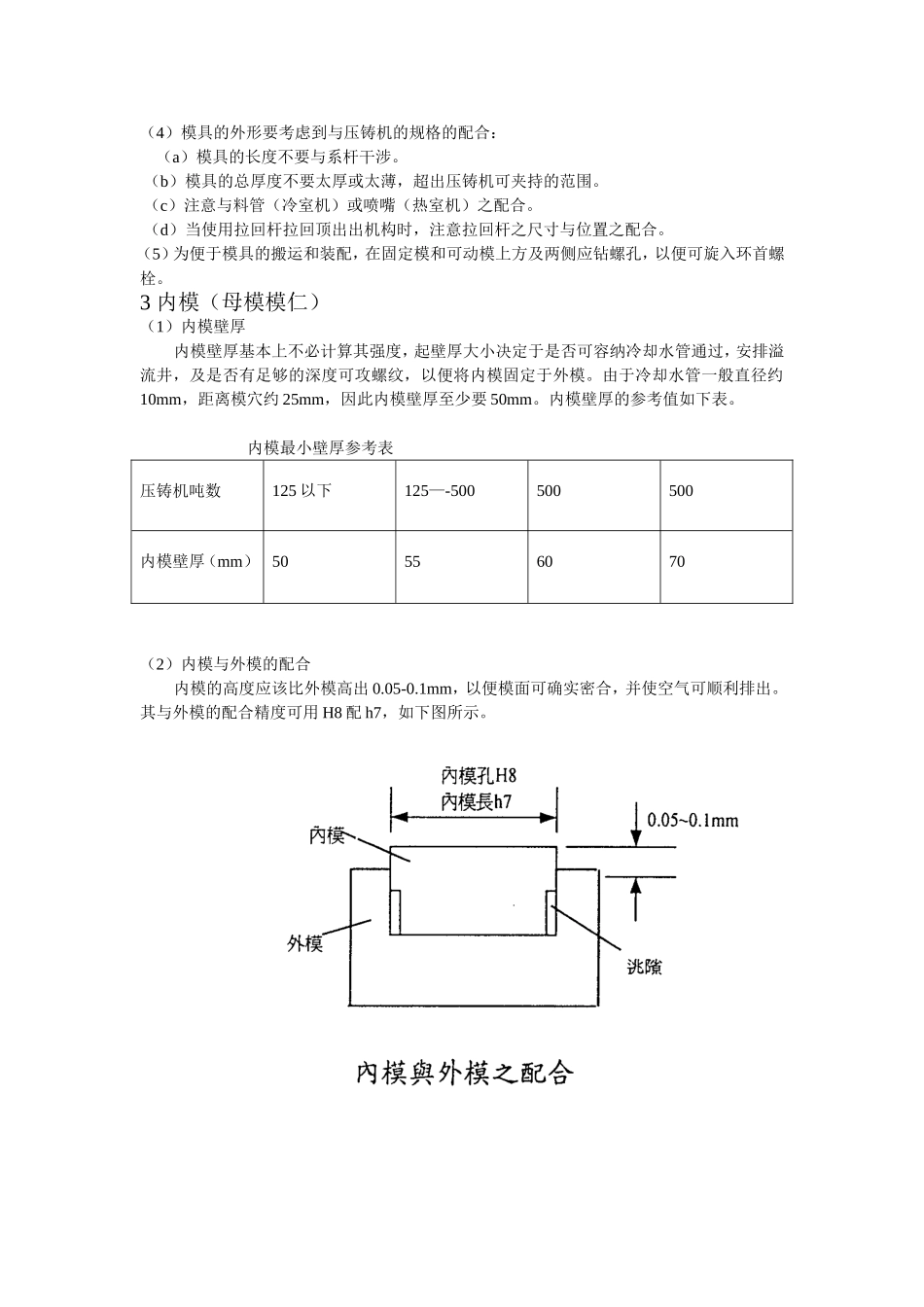
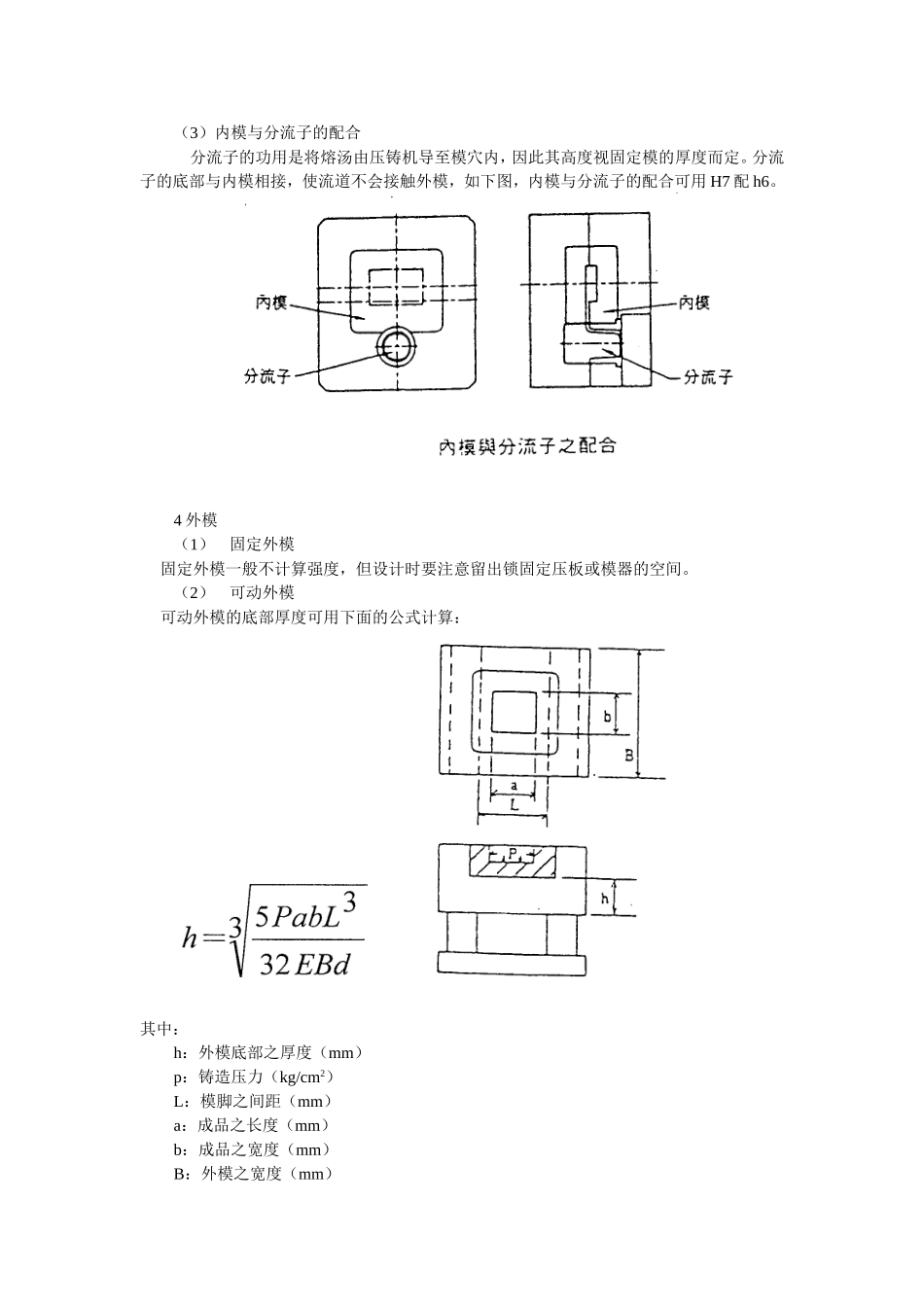
压铸模具材料与结构设计压铸模具材料与结构设计目录1压铸模具的结构压铸模具一般的结构如图1.导柱2.固定外模(母模)3分流子镶套4.分流子5固定内模6角销7滑块挡片8滑块9.可动内模10.可动外模(公模)11.模脚12.顶出板13.顶出销承板14.回位销15.导套2.压铸模具结构设计应注意事项(1)模具应有足够的刚性,在承受压铸机锁模力的情况下不会变形。(2)模具不宜过于笨重,以方便装卸修理和搬运,并减轻压铸机负荷。(3)模穴的压力中心应尽可能接近压铸机合模力的中心,以防压铸机受力不均,造成锁模不密,铸件产生毛边。(4)模具的外形要考虑到与压铸机的规格的配合:(a)模具的长度不要与系杆干涉。(b)模具的总厚度不要太厚或太薄,超出压铸机可夹持的范围。(c)注意与料管(冷室机)或喷嘴(热室机)之配合。(d)当使用拉回杆拉回顶出出机构时,注意拉回杆之尺寸与位置之配合。(5)为便于模具的搬运和装配,在固定模和可动模上方及两侧应钻螺孔,以便可旋入环首螺栓。3内模(母模模仁)(1)内模壁厚内模壁厚基本上不必计算其强度,起壁厚大小决定于是否可容纳冷却水管通过,安排溢流井,及是否有足够的深度可攻螺纹,以便将内模固定于外模。由于冷却水管一般直径约10mm,距离模穴约25mm,因此内模壁厚至少要50mm。内模壁厚的参考值如下表。内模最小壁厚参考表压铸机吨数125以下125—-500500500内模壁厚(mm)50556070(2)内模与外模的配合内模的高度应该比外模高出0.05-0.1mm,以便模面可确实密合,并使空气可顺利排出。其与外模的配合精度可用H8配h7,如下图所示。(3)内模与分流子的配合分流子的功用是将熔汤由压铸机导至模穴内,因此其高度视固定模的厚度而定。分流子的底部与内模相接,使流道不会接触外模,如下图,内模与分流子的配合可用H7配h6。4外模(1)固定外模固定外模一般不计算强度,但设计时要注意留出锁固定压板或模器的空间。(2)可动外模可动外模的底部厚度可用下面的公式计算:其中:h:外模底部之厚度(mm)p:铸造压力(kg/cm2)L:模脚之间距(mm)a:成品之长度(mm)b:成品之宽度(mm)B:外模之宽度(mm)E:钢的杨氏模数=2.1×106kg/cm2d:外模在开模方向的最大变形量(mm),一般取d≤0.05mm.例:某铸件长300mm,宽250mm,铸造压力选定280(kg/cm2),外模之宽度560(mm),模脚之间距360(mm),最大变形量取0.05(mm)。所以P=280(kg/cm2)L=360(mm)a=300(mm)b=250(mm)B=560(mm)E=2.1×106kg/cm2d=0.05(mm)计算得h...