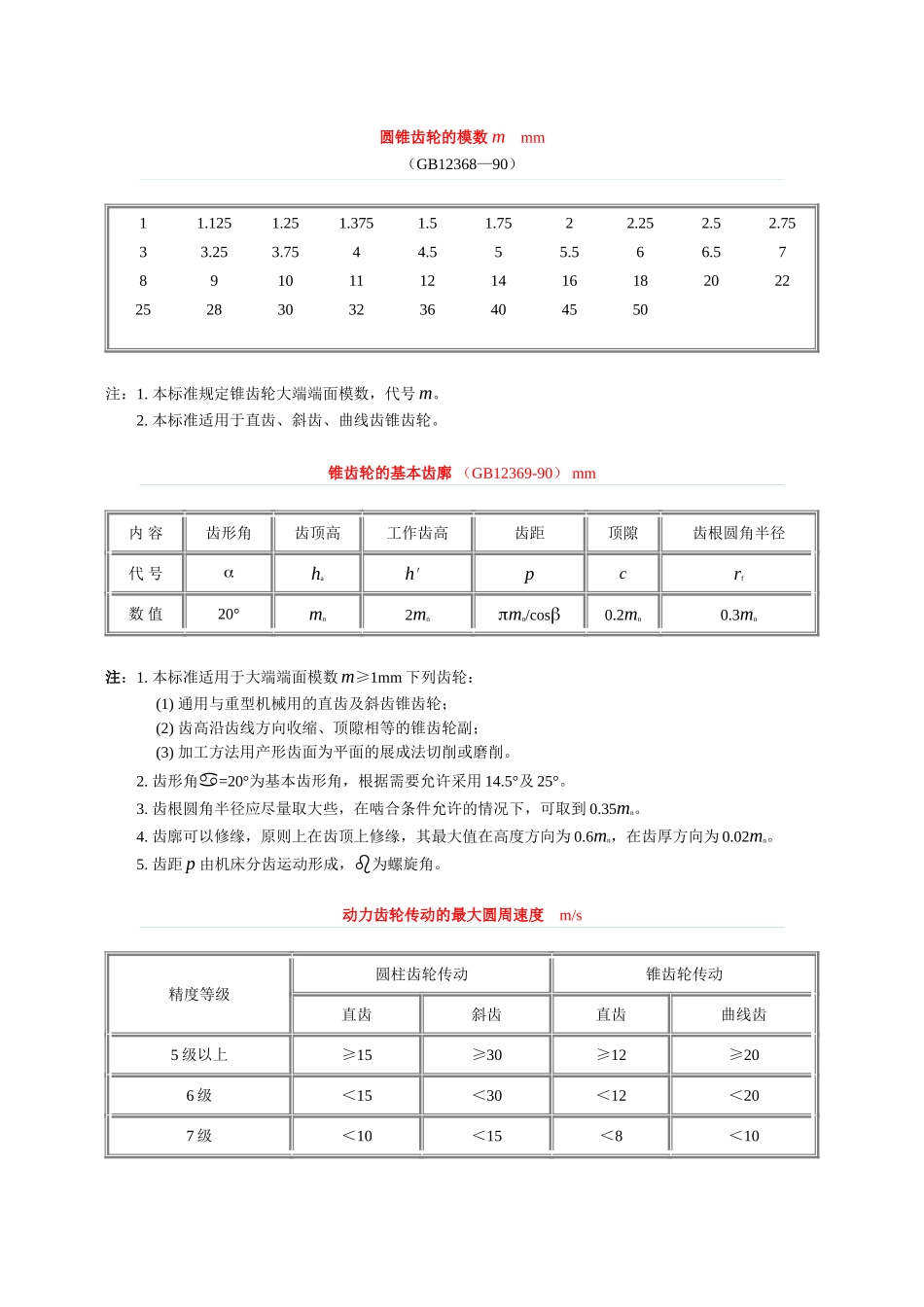
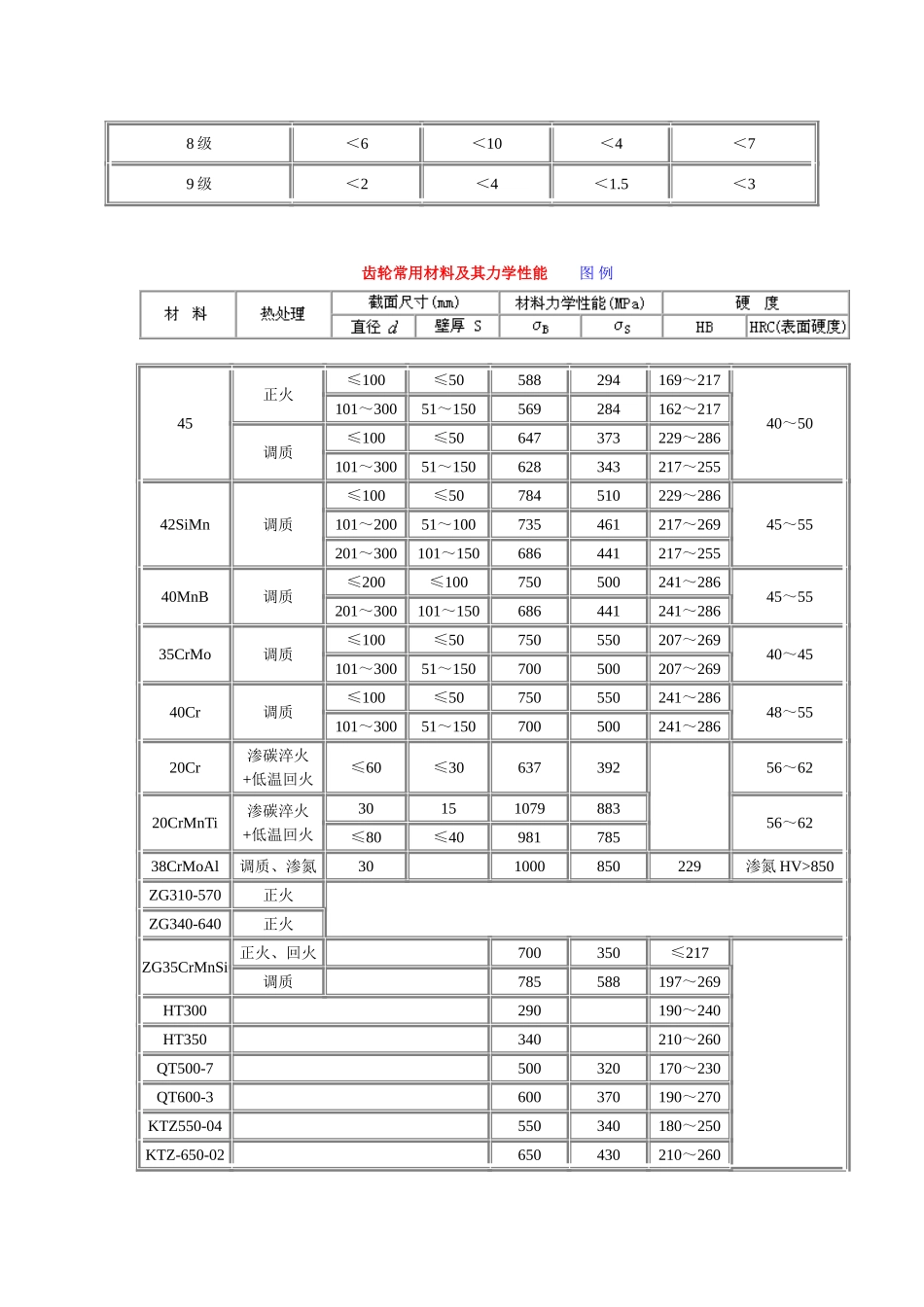
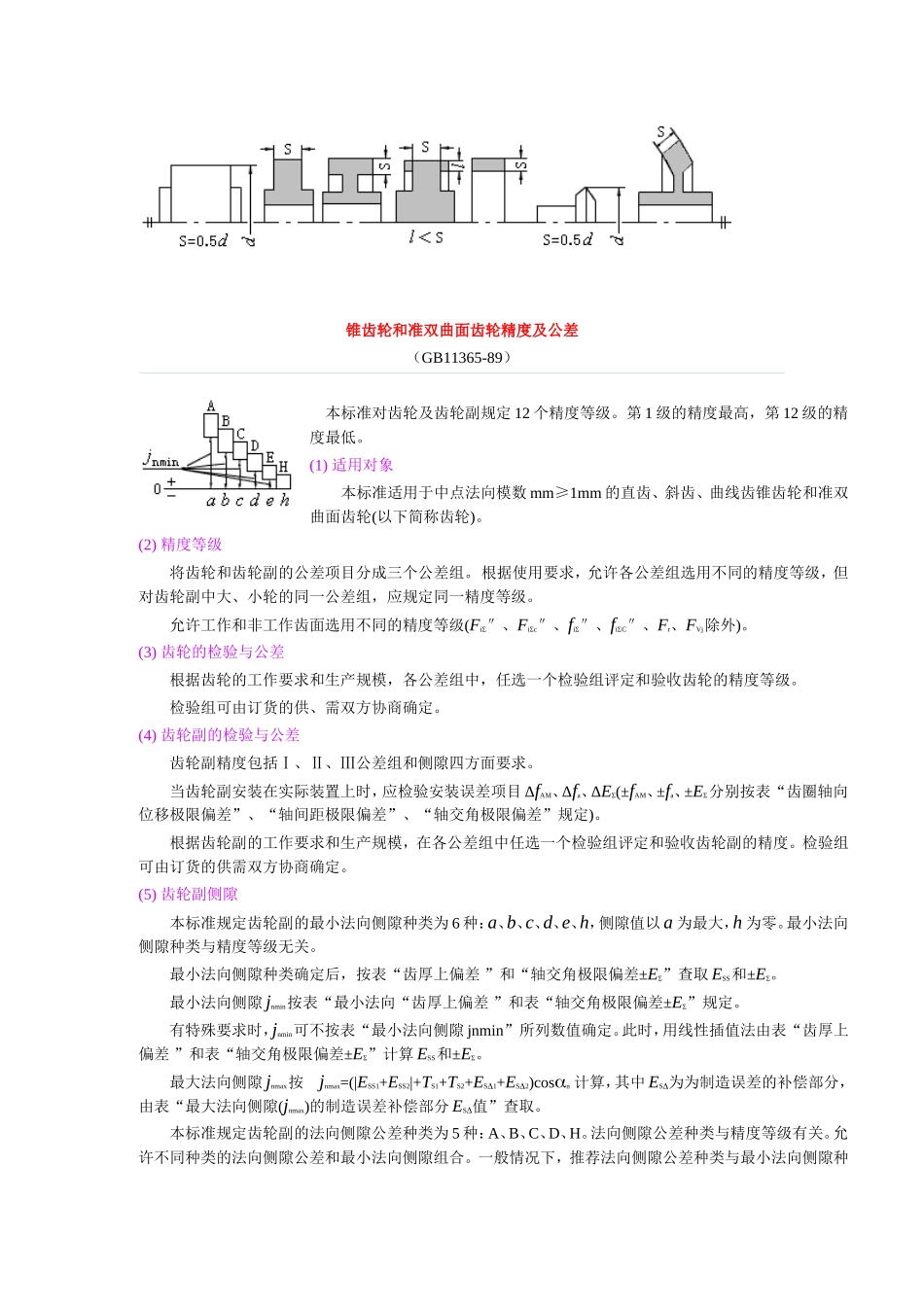
圆锥齿轮的模数mmm(GB12368—90)11.1251.251.3751.51.7522.252.52.7533.253.7544.555.566.578910111214161820222528303236404550注:1.本标准规定锥齿轮大端端面模数,代号m。2.本标准适用于直齿、斜齿、曲线齿锥齿轮。锥齿轮的基本齿廓(GB12369-90)mm内容齿形角齿顶高工作齿高齿距顶隙齿根圆角半径代号hah′pcrf数值20°mn2mnmn/cos0.2mn0.3mn注:1.本标准适用于大端端面模数m≥1mm下列齿轮:(1)通用与重型机械用的直齿及斜齿锥齿轮;(2)齿高沿齿线方向收缩、顶隙相等的锥齿轮副;(3)加工方法用产形齿面为平面的展成法切削或磨削。2.齿形角=20°为基本齿形角,根据需要允许采用14.5°及25°。3.齿根圆角半径应尽量取大些,在啮合条件允许的情况下,可取到0.35mn。4.齿廓可以修缘,原则上在齿顶上修缘,其最大值在高度方向为0.6mn,在齿厚方向为0.02mn。5.齿距p由机床分齿运动形成,为螺旋角。动力齿轮传动的最大圆周速度m/s精度等级圆柱齿轮传动锥齿轮传动直齿斜齿直齿曲线齿5级以上≥15≥30≥12≥206级<15<30<12<207级<10<15<8<108级<6<10<4<79级<2<4<1.5<3齿轮常用材料及其力学性能图例45正火≤100≤50588294169~21740~50101~30051~150569284162~217调质≤100≤50647373229~286101~30051~150628343217~25542SiMn调质≤100≤50784510229~28645~55101~20051~100735461217~269201~300101~150686441217~25540MnB调质≤200≤100750500241~28645~55201~300101~150686441241~28635CrMo调质≤100≤50750550207~26940~45101~30051~150700500207~26940Cr调质≤100≤50750550241~28648~55101~30051~150700500241~28620Cr渗碳淬火+低温回火≤60≤3063739256~6220CrMnTi渗碳淬火+低温回火3015107988356~62≤80≤4098178538CrMoAl调质、渗氮301000850229渗氮HV>850ZG310-570正火ZG340-640正火ZG35CrMnSi正火、回火700350≤217调质785588197~269HT300290190~240HT350340210~260QT500-7500320170~230QT600-3600370190~270KTZ550-04550340180~250KTZ-650-02650430210~260锥齿轮和准双曲面齿轮精度及公差(GB11365-89)本标准对齿轮及齿轮副规定12个精度等级。第1级的精度最高,第12级的精度最低。(1)适用对象本标准适用于中点法向模数mm≥1mm的直齿、斜齿、曲线齿锥齿轮和准双曲面齿轮(以下简称齿轮)。(2)精度等级将齿轮和齿轮副的公差项目分成三个公差组。根据使用要求,允许各公差组选...