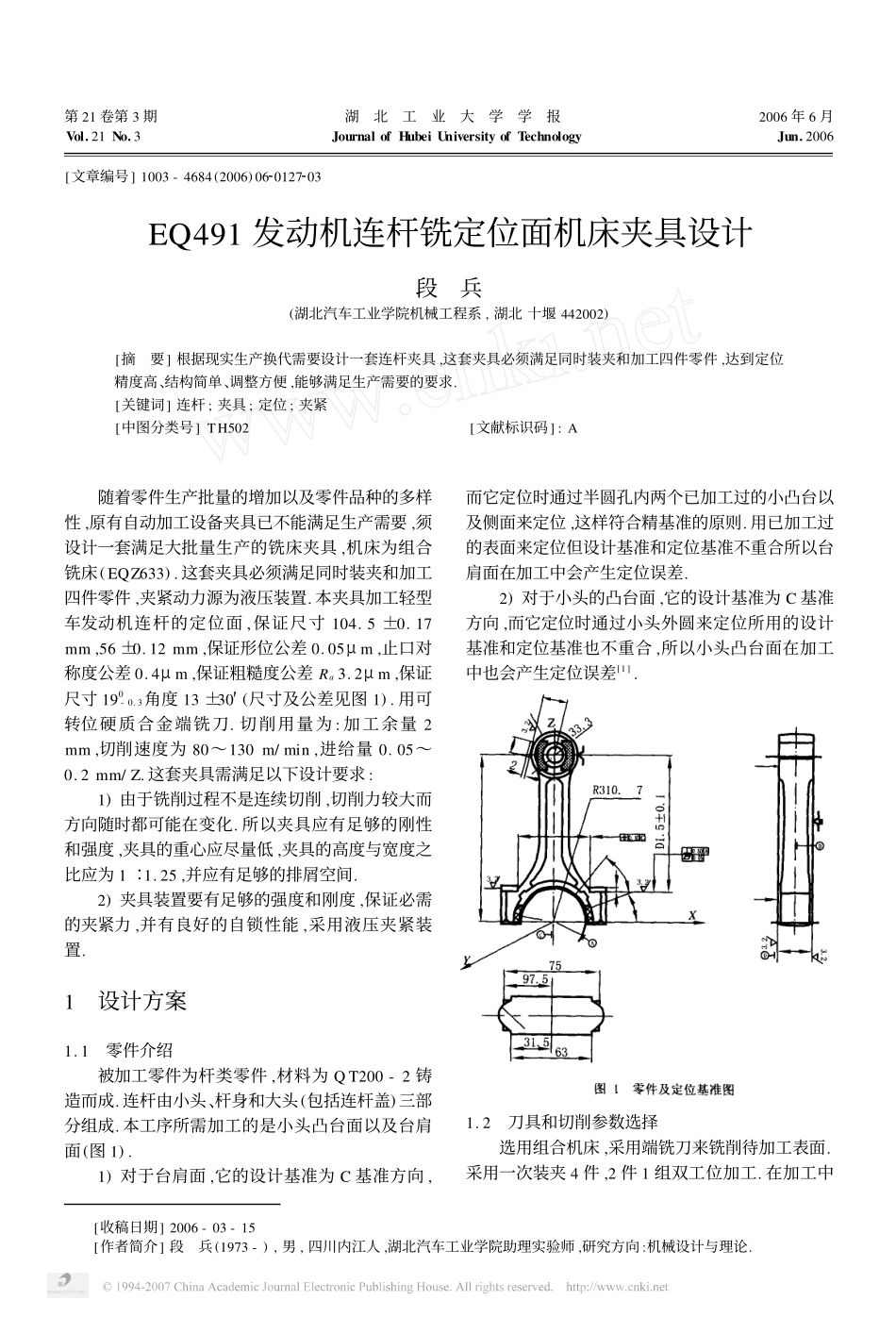
第21卷第3期湖北工业大学学报2006年6月Vol.21No.3JournalofHubeiUniversityofTechnologyJun.2006[收稿日期]2006-03-15[作者简介]段兵(1973-),男,四川内江人,湖北汽车工业学院助理实验师,研究方向:机械设计与理论.[文章编号]1003-4684(2006)0620127203EQ491发动机连杆铣定位面机床夹具设计段兵(湖北汽车工业学院机械工程系,湖北十堰442002)[摘要]根据现实生产换代需要设计一套连杆夹具,这套夹具必须满足同时装夹和加工四件零件,达到定位精度高、结构简单、调整方便,能够满足生产需要的要求.[关键词]连杆;夹具;定位;夹紧[中图分类号]TH502[文献标识码]:A随着零件生产批量的增加以及零件品种的多样性,原有自动加工设备夹具已不能满足生产需要,须设计一套满足大批量生产的铣床夹具,机床为组合铣床(EQZ633).这套夹具必须满足同时装夹和加工四件零件,夹紧动力源为液压装置.本夹具加工轻型车发动机连杆的定位面,保证尺寸104.5±0.17mm,56±0.12mm,保证形位公差0.05μm,止口对称度公差0.4μm,保证粗糙度公差Ra3.2μm,保证尺寸190-0.3角度13±30′(尺寸及公差见图1).用可转位硬质合金端铣刀.切削用量为:加工余量2mm,切削速度为80~130m/min,进给量0.05~0.2mm/Z.这套夹具需满足以下设计要求:1)由于铣削过程不是连续切削,切削力较大而方向随时都可能在变化.所以夹具应有足够的刚性和强度,夹具的重心应尽量低,夹具的高度与宽度之比应为1∶1.25,并应有足够的排屑空间.2)夹具装置要有足够的强度和刚度,保证必需的夹紧力,并有良好的自锁性能,采用液压夹紧装置.1设计方案1.1零件介绍被加工零件为杆类零件,材料为QT200-2铸造而成.连杆由小头、杆身和大头(包括连杆盖)三部分组成.本工序所需加工的是小头凸台面以及台肩面(图1).1)对于台肩面,它的设计基准为C基准方向,而它定位时通过半圆孔内两个已加工过的小凸台以及侧面来定位,这样符合精基准的原则.用已加工过的表面来定位但设计基准和定位基准不重合所以台肩面在加工中会产生定位误差.2)对于小头的凸台面,它的设计基准为C基准方向,而它定位时通过小头外圆来定位所用的设计基准和定位基准也不重合,所以小头凸台面在加工中也会产生定位误差[1].1.2刀具和切削参数选择选用组合机床,采用端铣刀来铣削待加工表面.采用一次装夹4件,2件1组双工位加工.在加工中采用铣头固定,工件进给因为铣头固定比工件固定的加工精度稳定.而且对于这种组合铣床,在一次走刀情况下,选用合理的切削参数,其加工表面的平面度可达0.00023mm,对基...