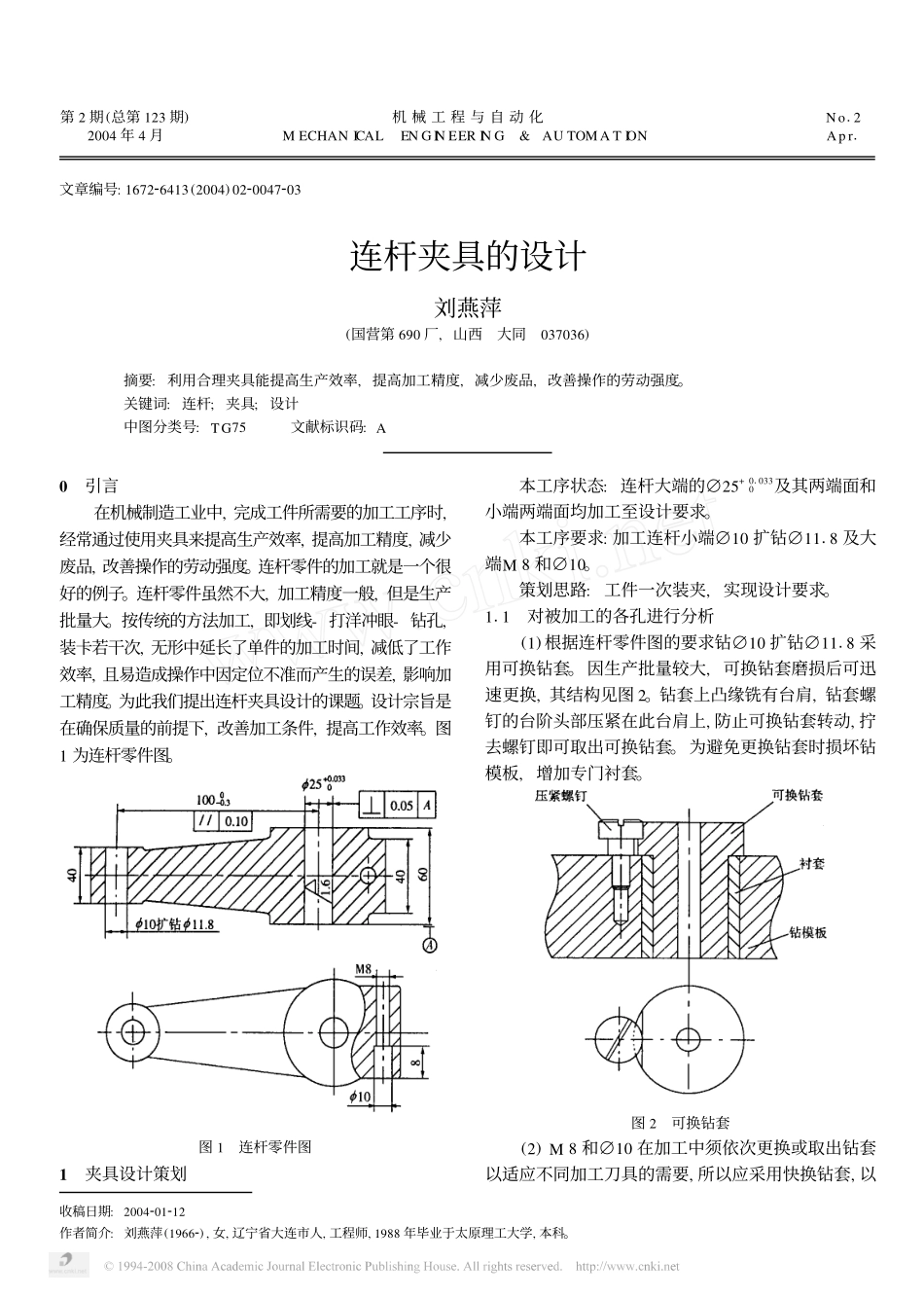
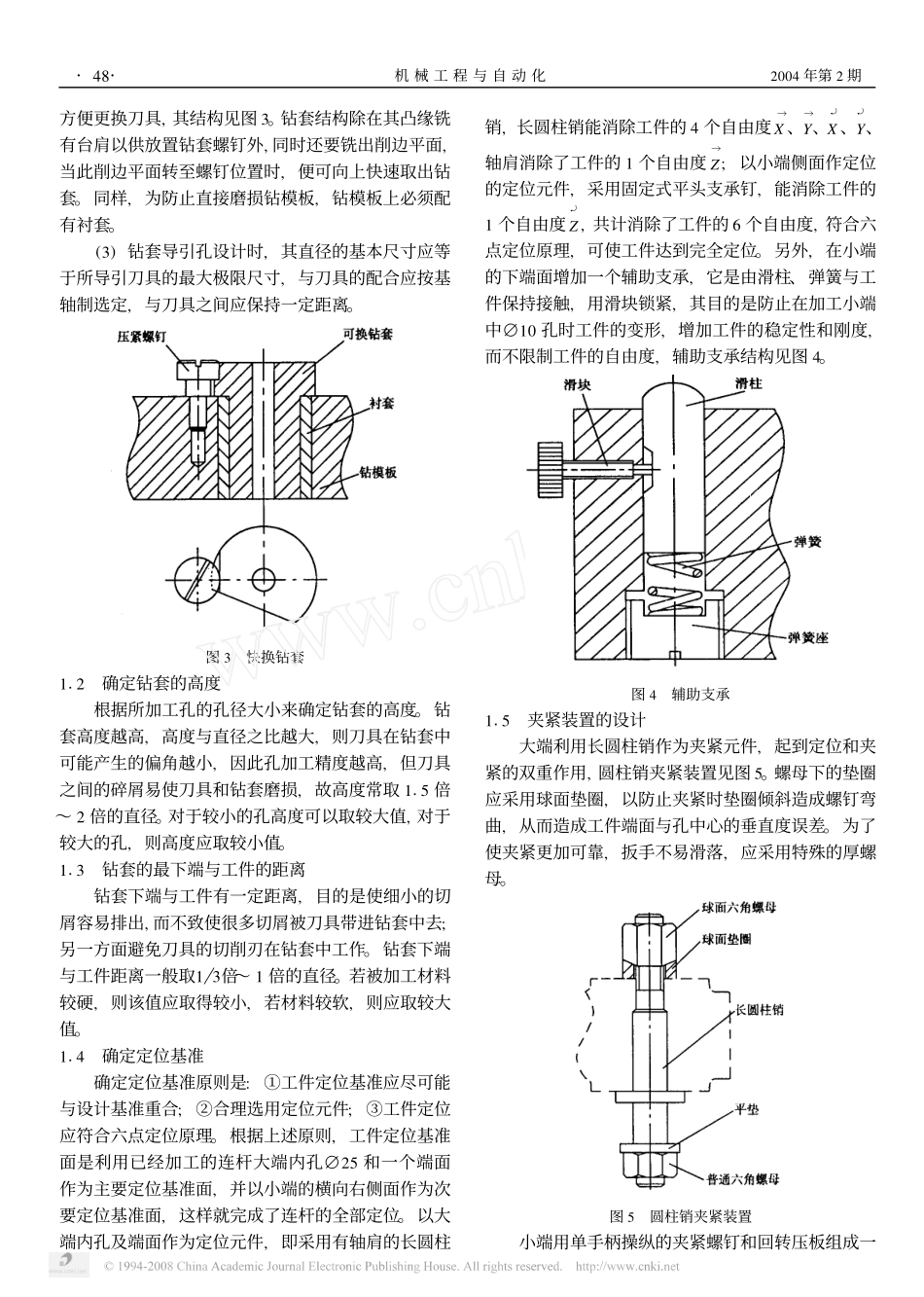
第2期(总第123期)2004年4月机械工程与自动化MECHANICALENGINEERING&AUTOMATIONNo12Apr1文章编号:167226413(2004)0220047203连杆夹具的设计刘燕萍(国营第690厂,山西大同037036)摘要:利用合理夹具能提高生产效率,提高加工精度,减少废品,改善操作的劳动强度。关键词:连杆;夹具;设计中图分类号:TG75文献标识码:A收稿日期:2004201212作者简介:刘燕萍(19662),女,辽宁省大连市人,工程师,1988年毕业于太原理工大学,本科。0引言在机械制造工业中,完成工件所需要的加工工序时,经常通过使用夹具来提高生产效率,提高加工精度,减少废品,改善操作的劳动强度。连杆零件的加工就是一个很好的例子。连杆零件虽然不大,加工精度一般,但是生产批量大。按传统的方法加工,即划线-打洋冲眼-钻孔,装卡若干次,无形中延长了单件的加工时间,减低了工作效率,且易造成操作中因定位不准而产生的误差,影响加工精度。为此我们提出连杆夹具设计的课题。设计宗旨是在确保质量的前提下,改善加工条件,提高工作效率。图1为连杆零件图。图1连杆零件图1夹具设计策划本工序状态:连杆大端的�25+010330及其两端面和小端两端面均加工至设计要求。本工序要求:加工连杆小端�10扩钻�1118及大端M8和�10。策划思路:工件一次装夹,实现设计要求。111对被加工的各孔进行分析(1)根据连杆零件图的要求钻�10扩钻�1118采用可换钻套。因生产批量较大,可换钻套磨损后可迅速更换,其结构见图2。钻套上凸缘铣有台肩,钻套螺钉的台阶头部压紧在此台肩上,防止可换钻套转动,拧去螺钉即可取出可换钻套。为避免更换钻套时损坏钻模板,增加专门衬套。图2可换钻套(2)M8和�10在加工中须依次更换或取出钻套以适应不同加工刀具的需要,所以应采用快换钻套,以方便更换刀具,其结构见图3。钻套结构除在其凸缘铣有台肩以供放置钻套螺钉外,同时还要铣出削边平面,当此削边平面转至螺钉位置时,便可向上快速取出钻套。同样,为防止直接磨损钻模板,钻模板上必须配有衬套。(3)钻套导引孔设计时,其直径的基本尺寸应等于所导引刀具的最大极限尺寸,与刀具的配合应按基轴制选定,与刀具之间应保持一定距离。图3快换钻套112确定钻套的高度根据所加工孔的孔径大小来确定钻套的高度。钻套高度越高,高度与直径之比越大,则刀具在钻套中可能产生的偏角越小,因此孔加工精度越高,但刀具之间的碎屑易使刀具和钻套磨损,故高度常取115倍~2倍的直径。对于较小的孔高度可以取较大值,对于较大的孔,则高度应取较小值。113钻套的最下端与工件的距离钻套...