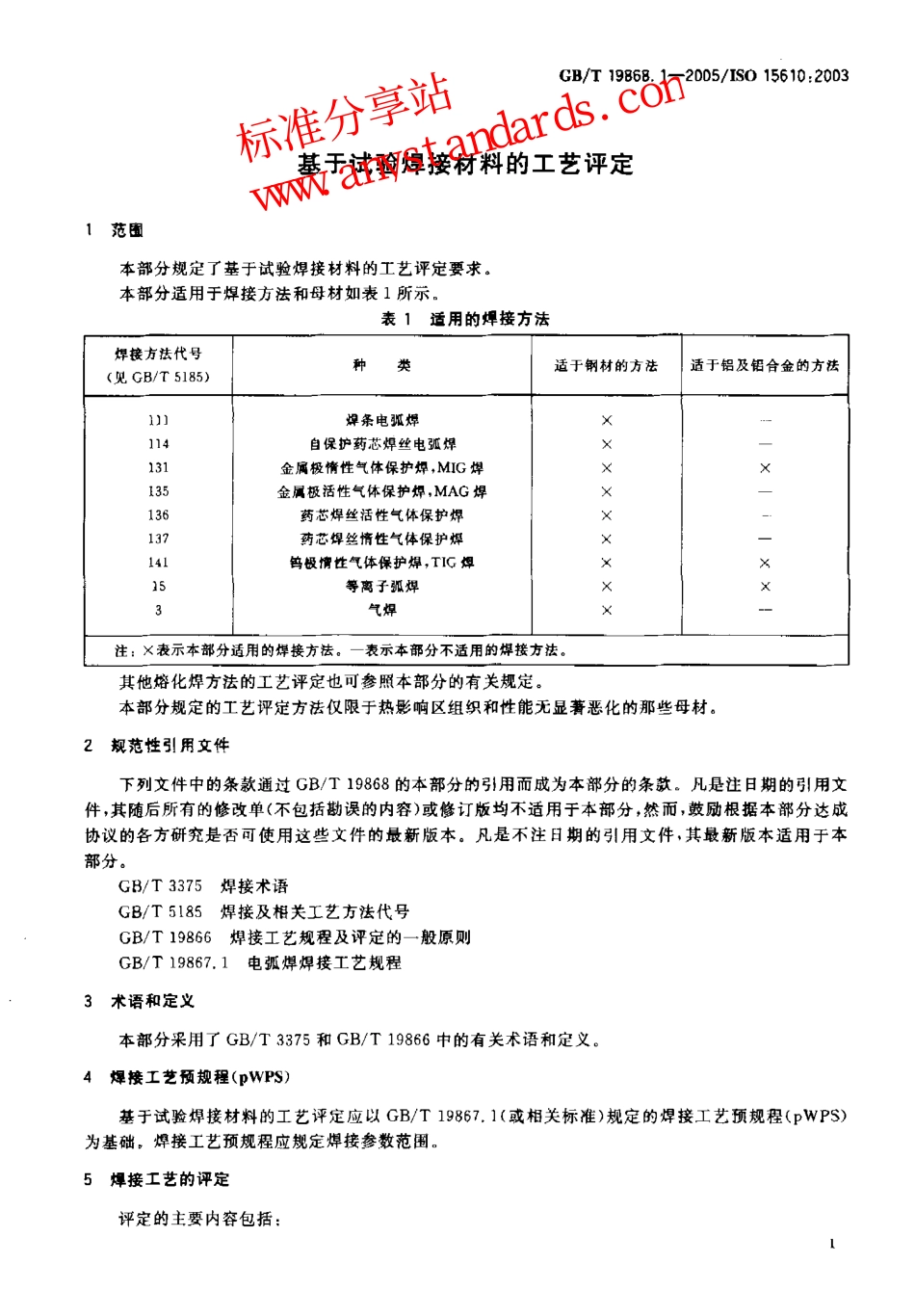
ICS25.160.10J33中华人民共和国国家标准GB/T19868.1-2005/ISO15610:2003基于试验焊接材料的工艺评定Weldingprocedurequalificationbasedontestedweldingconsumables(ISO15610:2003,Specificationandqualificationofweldingproceduresformetallicmaterials-Qualificationbasedontestedweldingconsumables,IDT)2005-08-10发布2006-04-01实施中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会发布标准分享站www.anystandards.comGB/T19868.1-2005/ISO15610:2003前言本部分等同采用ISO15610:2003《金属材料焊接工艺规程及评定基于试验焊接材料的工艺评定》(英文版)。为了保证标准的协调性和可操作性,本标准在等同转化国际标准时做了必要的编辑性改动。与ISO15610相比,本部分在内容方面主要有如下变化:—,直接采用了GB/T3375((焊接术语》的术语;—增加了附录A和附录B,用于说明有关材料的类组划分。本部分系首次发布。本部分的附录A、附录B为资料性附录。本部分由中国机械工业联合会提出。本部分由全国焊接标准化技术委员会归口。本部分负责起草单位:哈尔滨焊接研究所、哈尔滨焊接技术培训中心。本部分主要起草人:朴东光、钱强、王林。标准分享站www.anystandards.comGB/T19868.1-2005/ISO15610:2003基于试验焊接材料的工艺评定范围本部分规定了基于试验焊接材料的工艺评定要求。本部分适用于焊接方法和母材如表1所示表1适用的焊接方法焊接方法代号(见GB/T5185)种类适于钢材的方法适于铝及铝合金的方法1711141311351361371411S3焊条电弧焊自保护药芯焊丝电弧焊金属极惰性气体保护焊,MIG焊金属极活性气体保护焊,MAG焊药芯焊丝活性气体保护焊药芯焊丝惰性气体保护焊钨极惰性气体保护焊,TIC,俘等离子弧焊气焊XXXXXXXXXXXX注:X表示本部分适用的焊接方法。一表示本部分不适用的焊接方法。其他熔化焊方法的工艺评定也可参照本部分的有关规定。本部分规定的工艺评定方法仅限于热影响区组织和性能无显著恶化的那些母材。2规范性引用文件下列文件中的条款通过GB/T19868的本部分的引用而成为本部分的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分。GB/T3375焊接术语GB/T5185焊接及相关工艺方法代号GB/T19866焊接工艺规程及评定的一般原则GB/T19867.1电弧焊焊接工艺规程术...