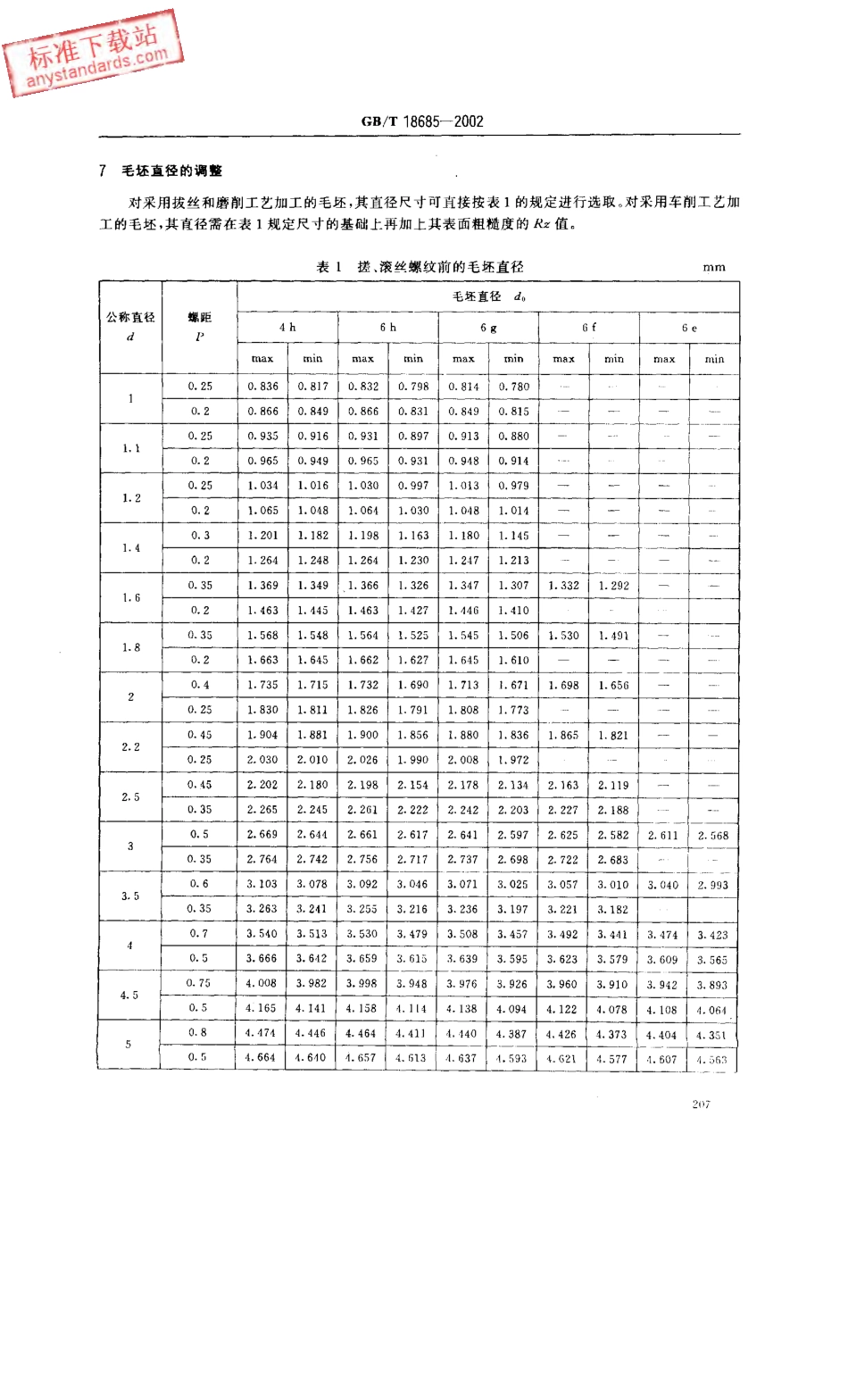
CB%T18685--2002前言本标准非等效采用前苏联标准f'OCT19256--1973《普通螺纹搓滚丝毛坯直径》。本标准和前苏联标准均来源于同一毛坯直径理论计算式d。一3d,(d'一d2)一2(d'一武)]十(d,d'i){式是按搓、滚丝前后毛坯材料体积不变原理推导出来的,具有较高的计算精度和经济性好等特点。此公。木标准与前苏联标准间的主要区别是代人公式中的大径(d)、中径(d)和小径(d,)的数值不同。前苏联标准中的大径和中径尺寸是直接从普通螺纹标准的相应尺寸表中提取的,仅其小径尺寸需要利用刀具尺寸进行换算。本标准则要求在中径尺寸中扣除螺距和牙侧角误差的中径当量及新制螺纹环规中径的内缩量,其大径和小径尺寸均需利用刀具尺寸进行换算。上述不同,使本标准所规定的最大毛坯直径小于前苏联标准的最大毛坯直径值。本标准的实施,有利于提高我国的普通螺纹产品质量及其生产效率本标准的附录A是标准的附录。本标准由中国机械工业联合会提出。本标准由全国螺纹标准化技术委员会归日。本标准负责起草单位;机械科学研究院。本标准参加起草单位:上海标准件二厂、沈阳市计量测试所。本标准主要起草人:苏友汝、李晓滨、孔庆华中华人民共和国国家标准搓、滚制普通螺纹前的毛坯直径G11/T18685-2002Thebardiametersforrollinggeneralpurposemetricscrewthreads1范围本标准规定了搓、滚制普通螺纹前的毛坯直径尺寸。本标准适用于全牙型挤压工艺加工钢或合金钢材料的普通螺纹注:“全牙型挤压工艺”指在螺纹挤压成型时,螺纹材料完全充满刃具牙底空间的加工方式2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版木的可能性GB/T192--1981普通螺纹基本牙刑(eqvISO68-1:1998)GB/T193-1981普通螺纹直径与螺距系列(直径1^-600mm)(egvISO261:1998)GB/T196-1981普通螺纹基本尺寸(直径1--600mm)(egvISO724:1993)GB/T197-1981普通螺纹公差与配合(直径1^355mm)(eqvISO965-1:1998)GB/T971-1994滚丝轮GB/T972-1994搓丝板GB/T3934-1983普通螺纹量规(neqISO1502:1996)GB/T10920-1989普通螺纹量规型式和尺寸(neqISO3670:1979)GB/T14791-1993螺纹术语(neqISO5408:1983)3定义标准中所使用的螺纹术语均符合GB/T14791的规定。4毛坯直径计算式毛坯直径计算式见附录A(标准的附录)。5毛坯直径的极限尺寸对直径范围为1^-42mm、公差等级为4级和6级的普通螺纹,其搓、滚丝前的...