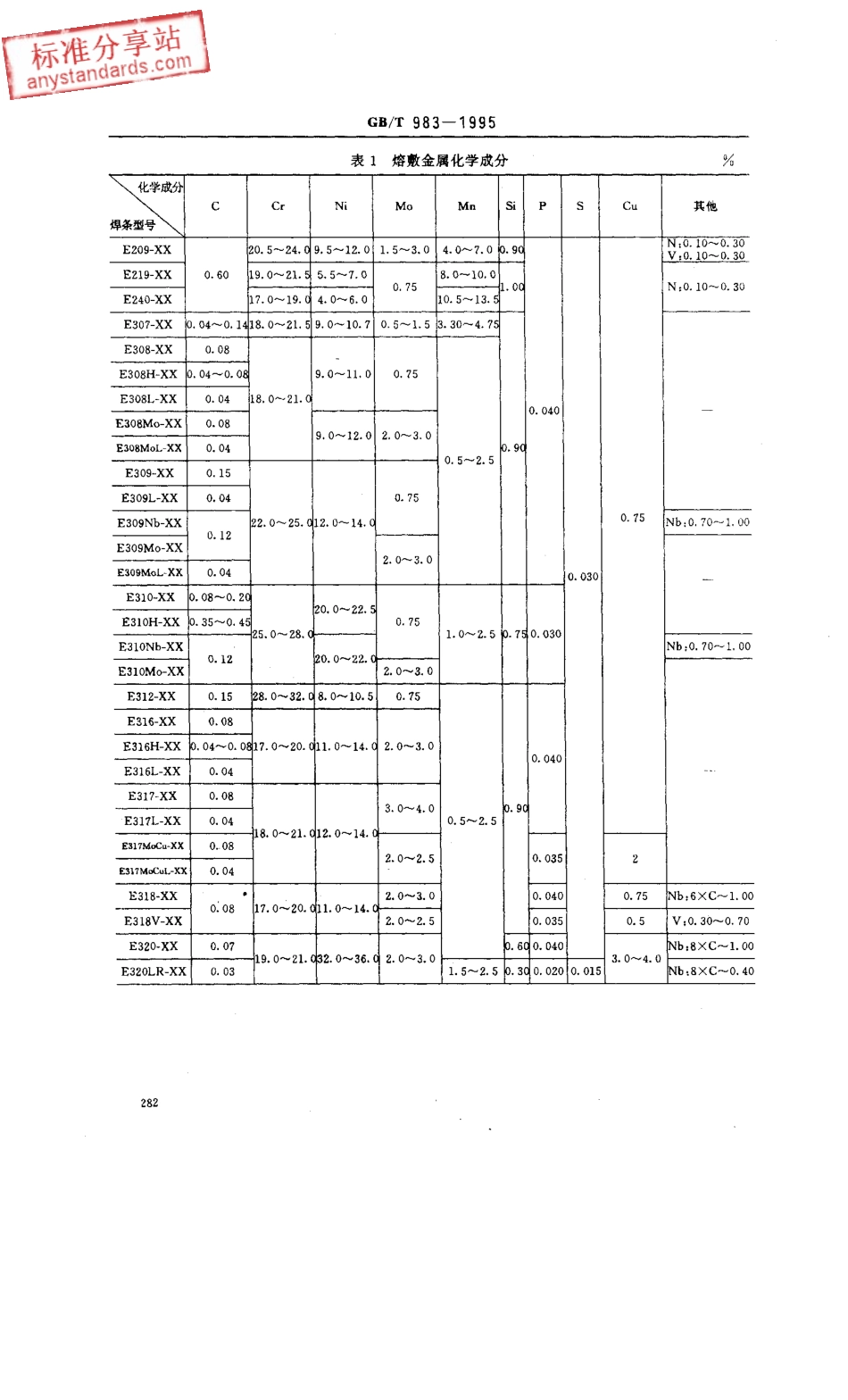
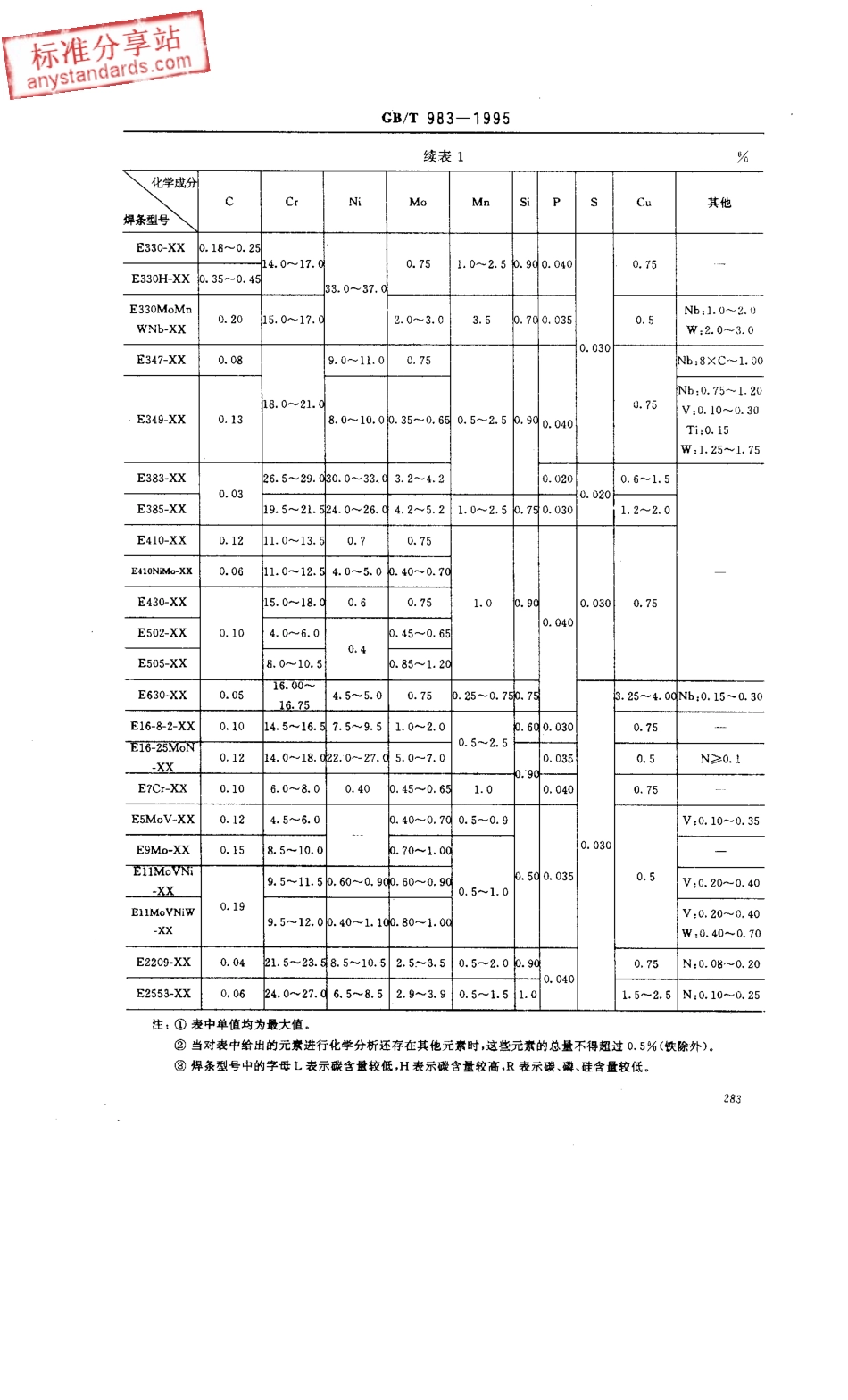
中华人民共和国国家标准GB/T983一1995不锈钢焊条代替GB983--85Stainlesssteelcoveredelectrodes1主胭内容与适用范围本标准规定了不锈钢焊条的型号分类、技术要求、试验方法及检验规则等内容。本标准适用于手工电弧焊接用的不锈钢焊条。这类焊条熔敷金属中铬含量应大于10.50%,铁的含量应超过其他任何元素。2}I用标准GB223.1^223.70钢铁及合金化学分析方法GB1954铬镍奥氏体不锈钢焊缝铁素体含量测量方法GB2652焊缝及熔敷金属拉伸试验方法GB4334.5不锈钢硫酸一硫酸铜腐蚀试验方法3型号分类3.1焊条根据熔敷金属的化学成分、药皮类型、焊接位置及焊接电流种类划分型号,见表1、表2o3.2型号编制方法字母“E”表示焊条,`E',后面的数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元素符号表示放在数字的后面。短划“一”后面的两位数字表示焊条药皮类型、焊接位置及焊接电流种类。本标准中焊条型号举例如下:308一15.3ET||八J表示焊条为碱性药皮.适用于全位置,采用直流反极性焊接一表示熔敷金属化学成分分类代号一表示焊条E410NiMo一26表示焊条为碱性或其他类型药皮,适用于平焊和横焊位置,米用交沉或直流反极性焊接表示熔敷金属中Ni和M。的含量有特殊要求表示熔敷金属化学成分分类代号表示焊条国家技术监督局1995一12一,3批准1996一08一01实施Gs/T983一1995表1熔橄金属化学成分%282cs/T983一1995续表1%试cCrNiMoMnSiPSCu其他E330-XX0.18^-0.25注4.0-17.033.0-37.00.751.0-2.6nQf10.0400.0300.75E330H-XX0.350.450.5N6;1.0}2.0W:2.0-3.0E330MoMnWNb-XX0.2015.0^-17.C2.0-3.03.50.7C0.035E347-XX0.0818.0^-21.C9.0-11.00.750.5-2.510.9C0.0400.75Nb:8XC-1.00E349-XX0.138.0-10.00.35-0.65N6:0.75-1.2Cv:o.10-0.30Ti:O.15W:1.25-1.75E383-XX0.0326.5-29.030.0--33.C32~420.0200.0200.6-1.5}1.2^-2.。E385-XX19.5^21.524.0^-26.C4.2-5.21.0^-2.50750.030E410-XX0.1211.0-13.50.70.751.00.900.0400.0300.75E410NiM。一XX0.0611.0--12.54.0-5.0习.40^0.7CE430-XX0.1015.0^-18.C0.60.754,0-6.00.40.45--0.65E502-XX0.85-1.20E505-XX8.0-10.5E630-XX0.0516.00-16-754.5-5.00.750.25^-0.750,750.0303.25-4.OCNb:O.15^-0.30RIfi-9-2-XX0.1014.5-16.57.5-9.51.0-2.00.5-2.53.600.0300.75E-E16-一2-5-m--N-XX0.1214.0-18.022.0^-27.C5.0-7.00.900.0350.5N妻0.1E7Cr-XX0.106.0-8.00.400.45.0.651.00.0400.75ESM.V-XX0.124.5^-6.00.40-0....