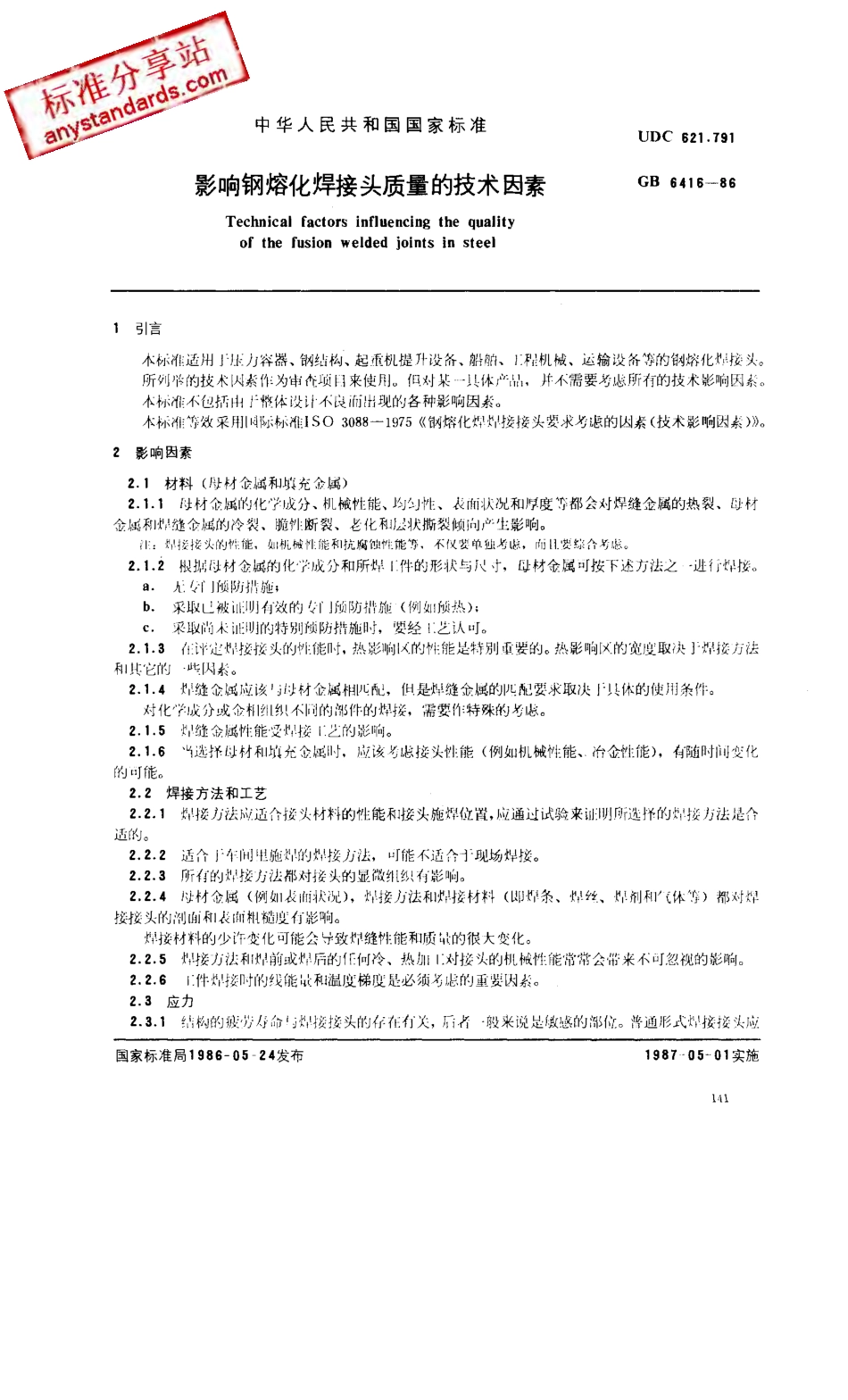
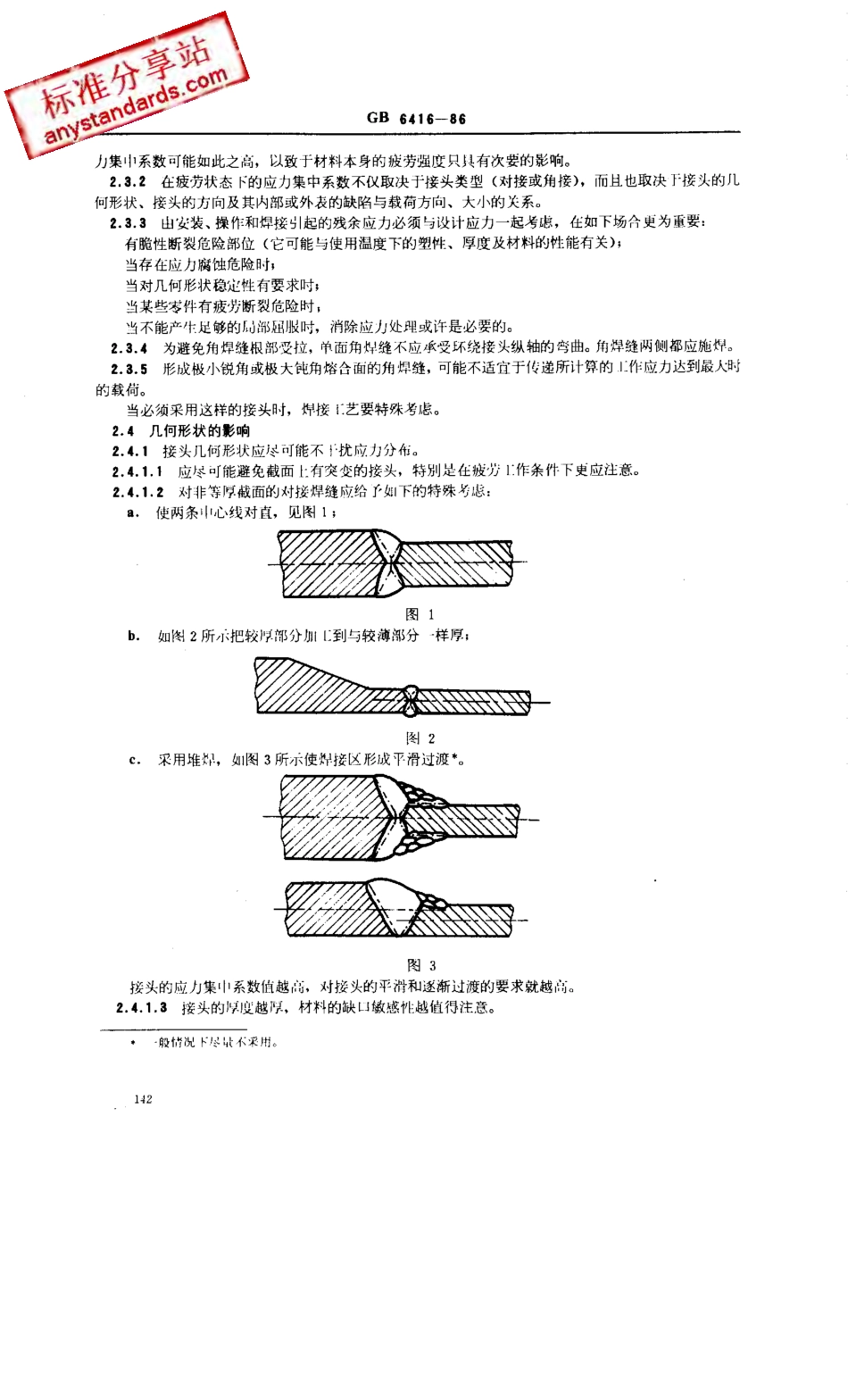
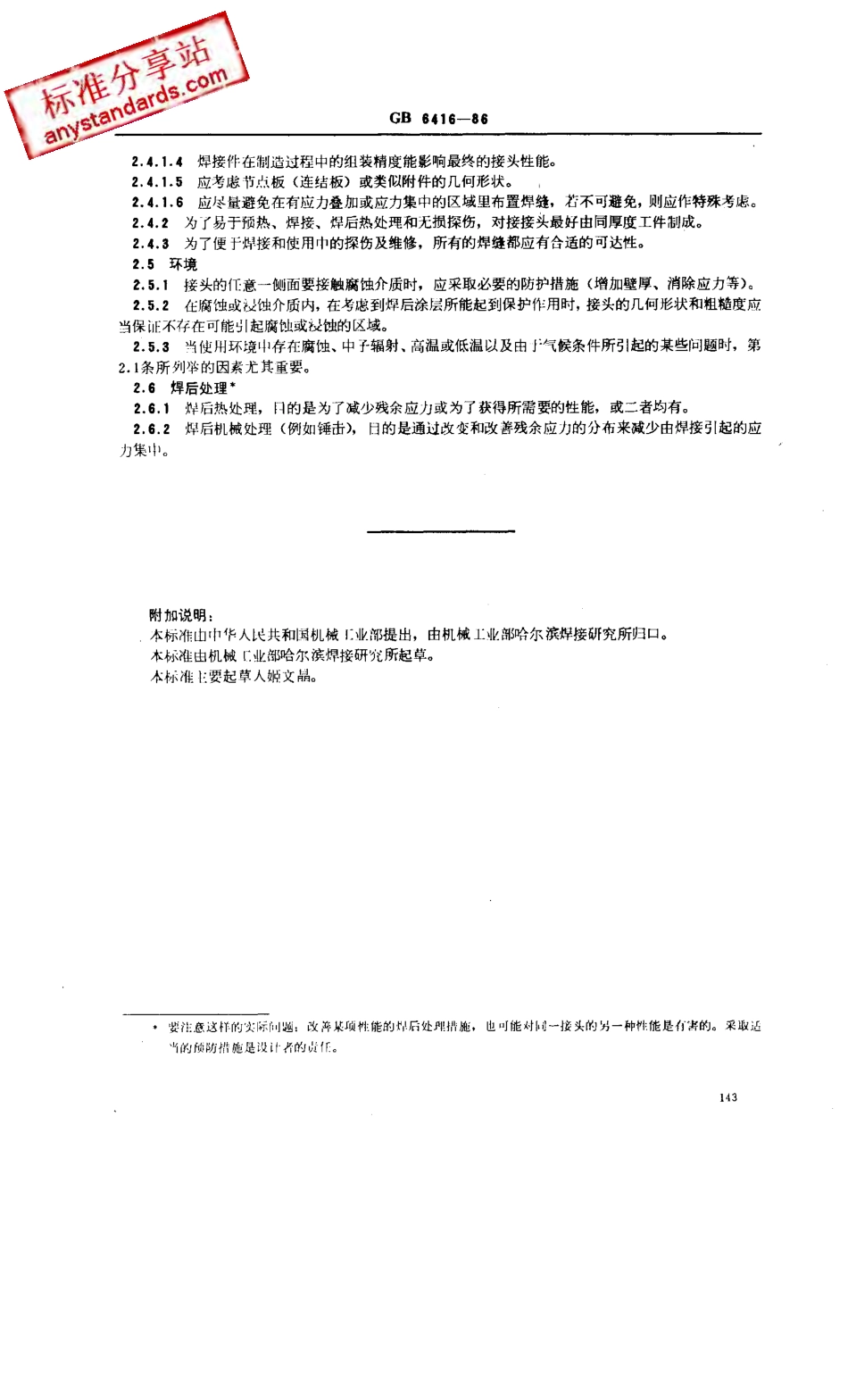
中华人民共和国国家标准UDC621.791影响钢熔化焊接头质量的技术因素CB6416-86Technicalfactorsinfluencingthequalityofthefusionweldedjointsinsteel1引言木标准适用」:从力容器、钢结构、起爪机提升没备I船帕、}_程机械、运输没备等的钢熔化钾接头口所列聆的技术囚素作为审杏项「}来使用。但对某一具体产品,片不需要考虑所有的技术影响因襄本标准不包括由厂帷体没计不良而出现的各种影响因素。木标准等效采用114际标敞ISO3088-1975《钢熔化站‘焊接接头要求考虑的因素(技术影响因素)))o2影响因素2.1材料(母材金属和填充余属)2.1.1毋材金属的化学成分、机械性能、均匀M、表而状况和厚度等都会对焊缝金属的热裂、母材金属和IY缝余属的冷裂、脆性断裂、老化和层状撕裂倾向产生影响。II:焊按接失的Ilk能,如机械NI能和杭腐蚀性能等,不仪婪P.独考W,du11.'}综合x,虑2.1.2根据以材金属的化学成分和所焊}件的形状与尺寸,母材金属可按下述方法之一进}1'kY接a.人,,-I']预防V1,施;b.采取已被ill_明有效的勺’]预防措施(例如预热);c.采取尚末ill:明的特别预防措施11寸,要经{艺认t叮。2.1.3在比定焊接接头的性能日寸,热彩响区的性能是特别垂要的。热影响区的宽度取决于N接方法平I生七它的此因素。2.1.4N-缝4应该Ij1J材余属相匹配,但是焊缝金属的I1L配要求取决};具休的使用条件。对化学成分或余相III织不同的部件的焊接,需要作特殊的-Y;虑。2.1.5:k'缝金属性能受钾接!_兰的影响。2.1.6,选择毋材和城充余属时,应该芍虑接头性能(例如机械性能、冶金性能),有随时问变化的可能。2.2焊接方法和工艺2.2.1k!,'接方法应适合接头材料的性能和接头施焊位置,应通过试验来川明所选择的灯接方法是介适的。2.2.2适合厂车间I杜施探的灯接方法,可能不适介j几现场焊接。2.2.3所有的钾接方法都对接头的显微y11织有影响。2.2.4I)材金属(例如表Iit{状况),1"甘妾方法和k甘妾材料(即}i4条、N}f.,NM和气休等)都对伴接接头的刘1111RI表Ifll粗糙度有影响。焊接材料的少许变化可能会份致焊缝性能和质y;:的很大变化。2.2.5灼接方法和k,1.前或娜后的f厂何冷、热加}对接头的机械性能常常会带来不叮忽视的影响。2.26I_件'I'll.按时的线能1,I:和温度梯度是必须X虑的重要因素。2.3应力2.3.1结构的疲劳寿命‘i份接接头的存石有关,后者一艘来说是敏的部位。Vie.通形式l'I'接接失应国家标准局1986一05-24发布1987一05一01实施GB6416-86力集,},系数可能如此之高,以致于材料本身的疲劳...