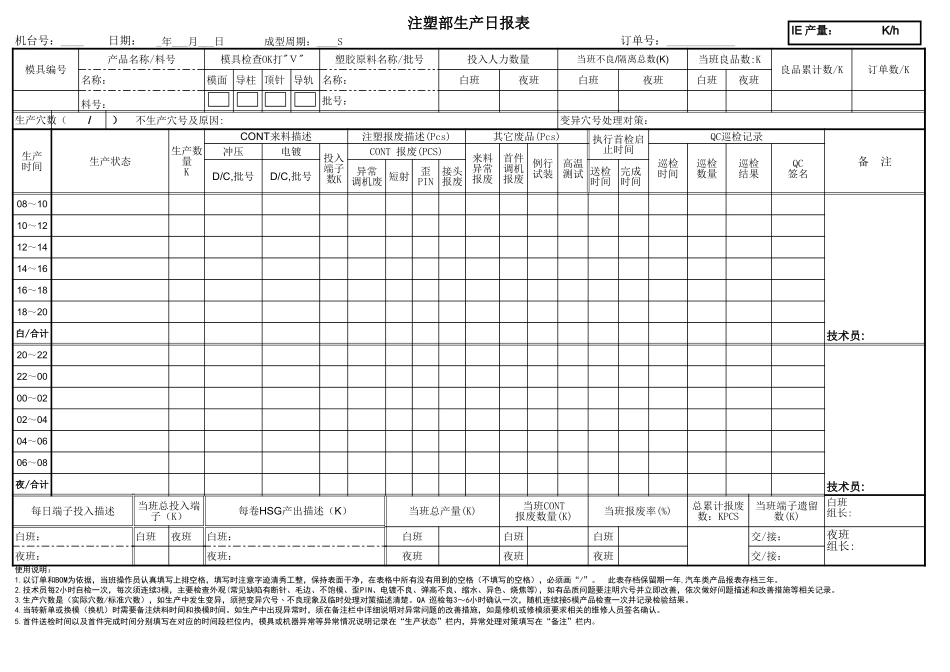
注塑部生产日报表日期:模具编号投入人力数量名称:模面导柱顶针导轨名称:白班夜班白班夜班白班夜班料号:批号:变异穴号处理对策:生产状态备注冲压电镀短射每日端子投入描述白班:白班夜班白班:白班白班白班夜班:夜班:夜班夜班夜班使用说明:机台号:_____年___月___日成型周期:____S订单号:____________产品名称/料号模具检查OK打"V"塑胶原料名称/批号当班不良/隔离总数(K)当班良品数:K良品累计数/K订单数/K生产穴数(/)不生产穴号及原因:生产时间生产数量KCONT来料描述注塑报废描述(Pcs)其它废品(Pcs)执行首检启止时间QC巡检记录投入端子数KCONT报废(PCS)来料异常报废首件调机报废例行试装高温测试巡检时间巡检数量巡检结果QC签名D/C,批号D/C,批号异常调机废歪PIN接头报废送检时间完成时间08~10技术员:10~1212~1414~1616~1818~20白/合计20~22技术员:22~0000~0202~0404~0606~08夜/合计当班总投入端子(K)每卷HSG产出描述(K)当班总产量(K)当班CONT报废数量(K)当班报废率(%)总累计报废数:KPCS当班端子遗留数(K)白班组长:交/接:夜班组长:交/接:1.以订单和BOM为依据,当班操作员认真填写上排空格,填写时注意字迹清秀工整,保持表面干净,在表格中所有没有用到的空格(不填写的空格),必须画“/”。此表存档保留期一年,汽车类产品报表存档三年。2.技术员每2小时自检一次,每次须连续3模,主要检查外观(常见缺陷有断针、毛边、不饱模、歪PIN、电镀不良、弹高不良、缩水、异色、烧焦等),如有品质问题要注明穴号并立即改善,依次做好问题描述和改善措施等相关记录。3.生产穴数是(实际穴数/标准穴数),如生产中发生变异,须把变异穴号﹑不良现象及临时处理对策描述清楚。QA巡检每3~6小时确认一次,随机连续接5模产品检查一次并记录检验结果。4.当转新单或换模(换机)时需要备注烘料时间和换模时间。如生产中出现异常时,须在备注栏中详细说明对异常问题的改善措施,如是修机或修模须要求相关的维修人员签名确认。5.首件送检时间以及首件完成时间分别填写在对应的时间段栏位内,模具或机器异常等异常情况说明记录在“生产状态”栏内,异常处理对策填写在“备注”栏内。IE产量:K/h