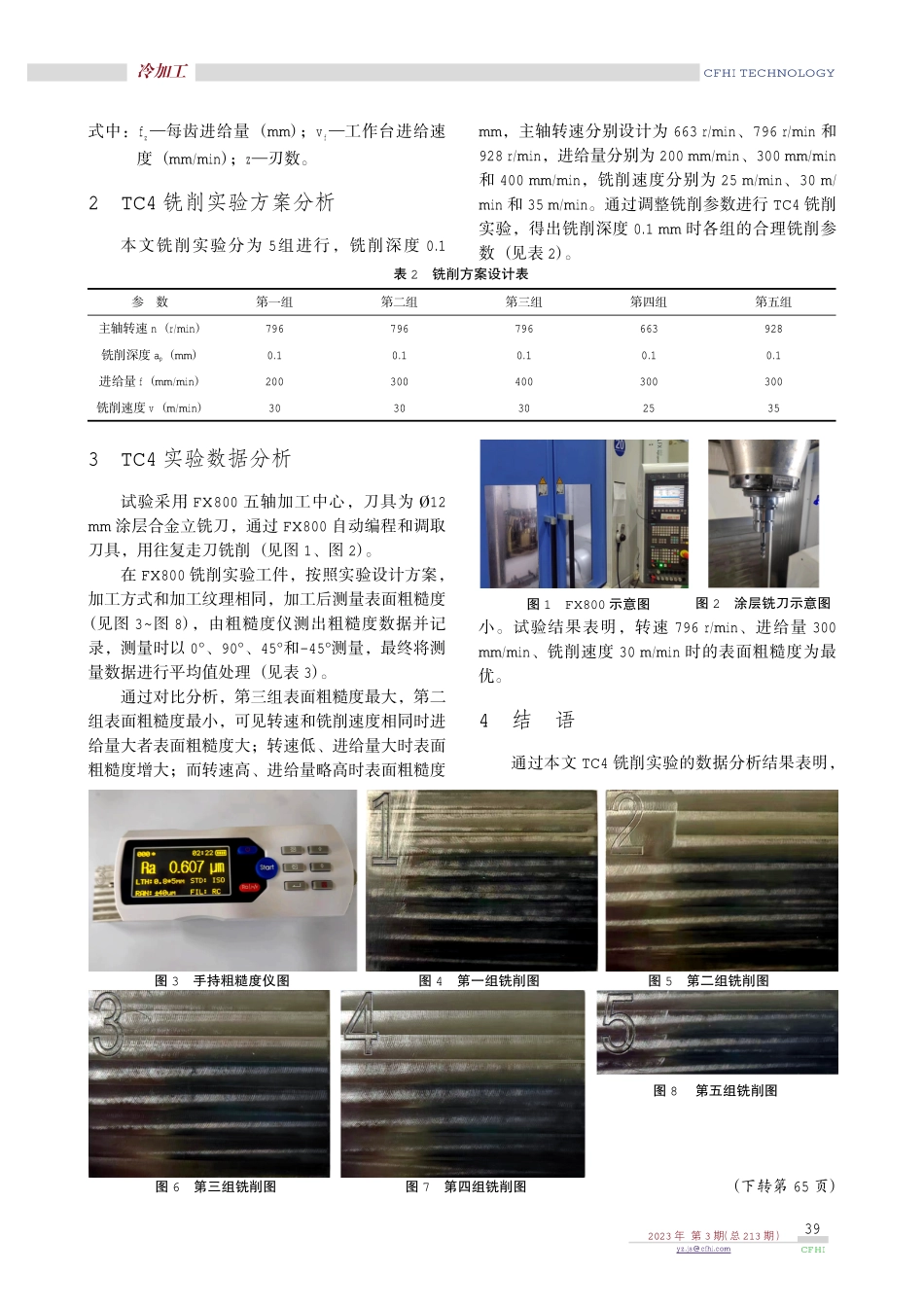
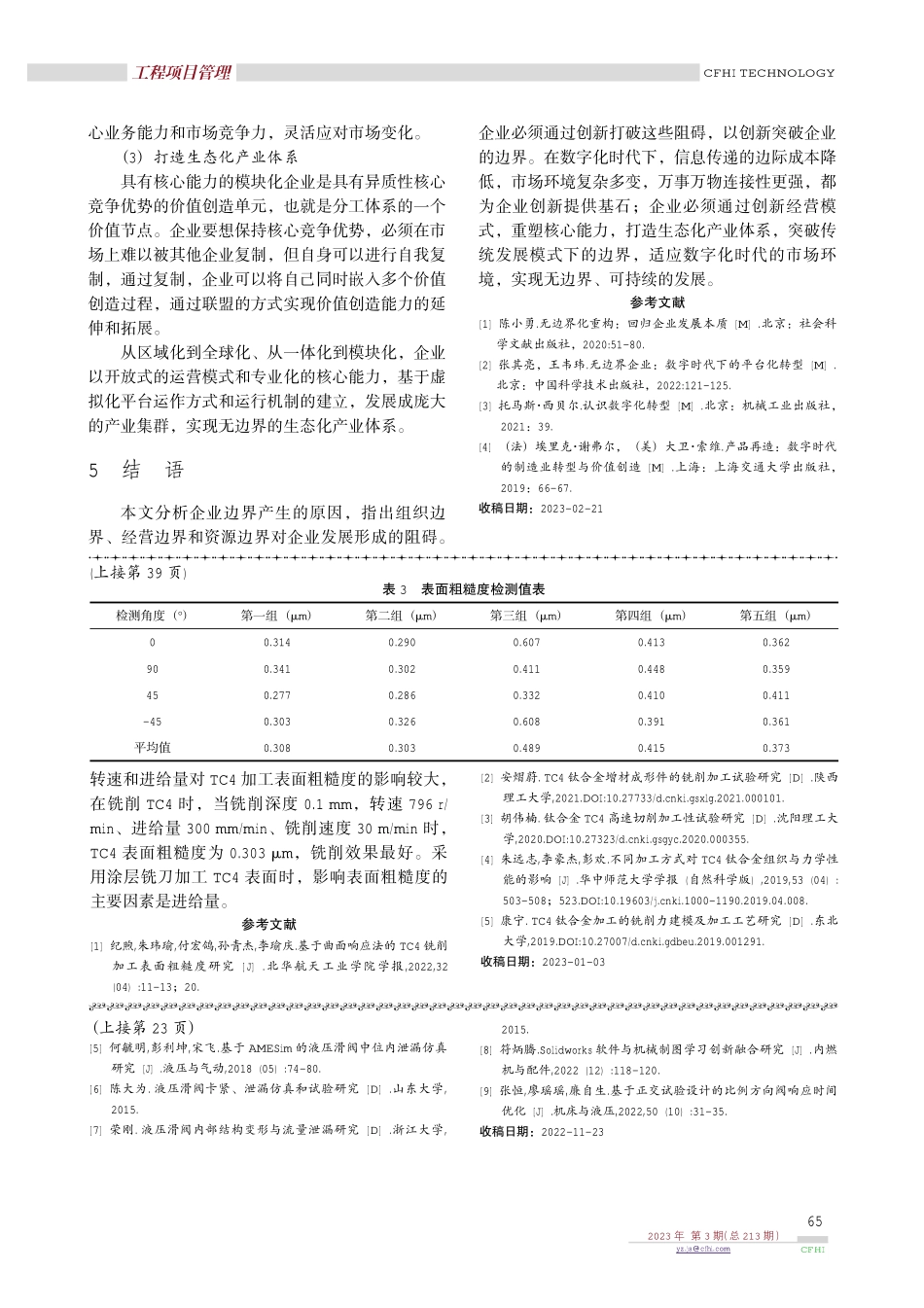
2023年第3期(总213期)CFHIyz.js@cfhi.com一重技术表1TC4材料参数表材料密度(kg.m-3)热导率W(mK)弹性模量(GPa)泊松比比热容J(kgK)TC44.411.81150.3426.85TC4材料属于难加工材料,材料属性密度、比热容、导热率等较高。为了研究铣削加工参数对TC4表面粗糙度的影响,笔者采用FX800五轴加工中心进行TC4加工实验,通过调整转速、进给量和切削速度,分为5组进行铣削试验,采用覫12mm涂层合金立铣刀,背吃刀量均为0.1mm,试验件为TC4长方体试样。钛合金加工是一个复杂的材料去除过程,纪煦[1]等人通过曲面响应法进行TC4的表面粗糙度加工研究。安熠蔚[2]对TC4针对增材制造件进行铣削研究,通过试验得出合理铣削参数。胡伟楠[3]进行TC4高速切削加工性试验,得出合理的TC4高速切削参数。1TC4铣削原理分析TC4铣削过程中主要考虑主轴转速、铣削速度、每齿进给量和背吃刀量等参数,根据TC4性能合理设计加工参数。已知TC4密度4.4kg·m-3、弹性模量115GPa等,铣削难度随材料属性变化(见表1)。其中铣削速度理论计算公式如下:Vc=仔伊D伊n1000(1)式中:Vc—铣削速度(m/min),D—铣刀直径(mm),n—主轴转速(r/min)。每齿进给量计算公式:fz=vf/z伊n(2)TC4加工中铣削参数对表面粗糙度的影响侯献军1摘要:针对TC4材料特性进行铣削实验,调整铣削加工TC4试验件表面,用粗糙度仪测量表面粗糙度,通过分析,得出影响TC4表面粗糙度的主要因素是转速和进给量,最后得出铣削深度0.1mm时,采取转速796r/min、进给量300mm/min、铣削速度30m/min参数,加工TC4的表面粗糙度为0.303滋m,效果最好。采用涂层铣刀加工TC4表面时,表面粗糙度的主要影响因素是进给量。关键词:TC4加工;铣削参数;粗糙度;粗糙度测量仪中图分类号:TG54文献标识码:B文章编号:1673-3355(2023)03-0011-02InfluenceofMillingParametersonSurfaceRoughnessofTC4MachiningHouXianjunAbstract:ThispapercarriesoutthemillingtestaccordingtothecharacteristicsoftheTC4material,adjuststhemillingsurfaceoftheTC4testpieceandmeasuresthesurfaceroughnessbyusingtheroughnessmeasuringinstrument.Throughanalysis,itisfoundthatthemainfactorsaffectingthesurfaceroughnessofTC4arespeedandfeedrate.Thefinalresultsshowthatwhenthemillingdepthis0.1mm,adoptarevolvingspeedof796r/min,afeedrateof300mm/min,andamillingspeedof30m/min,thesurfaceroughnessofTC4is0.303滋m,andthe...