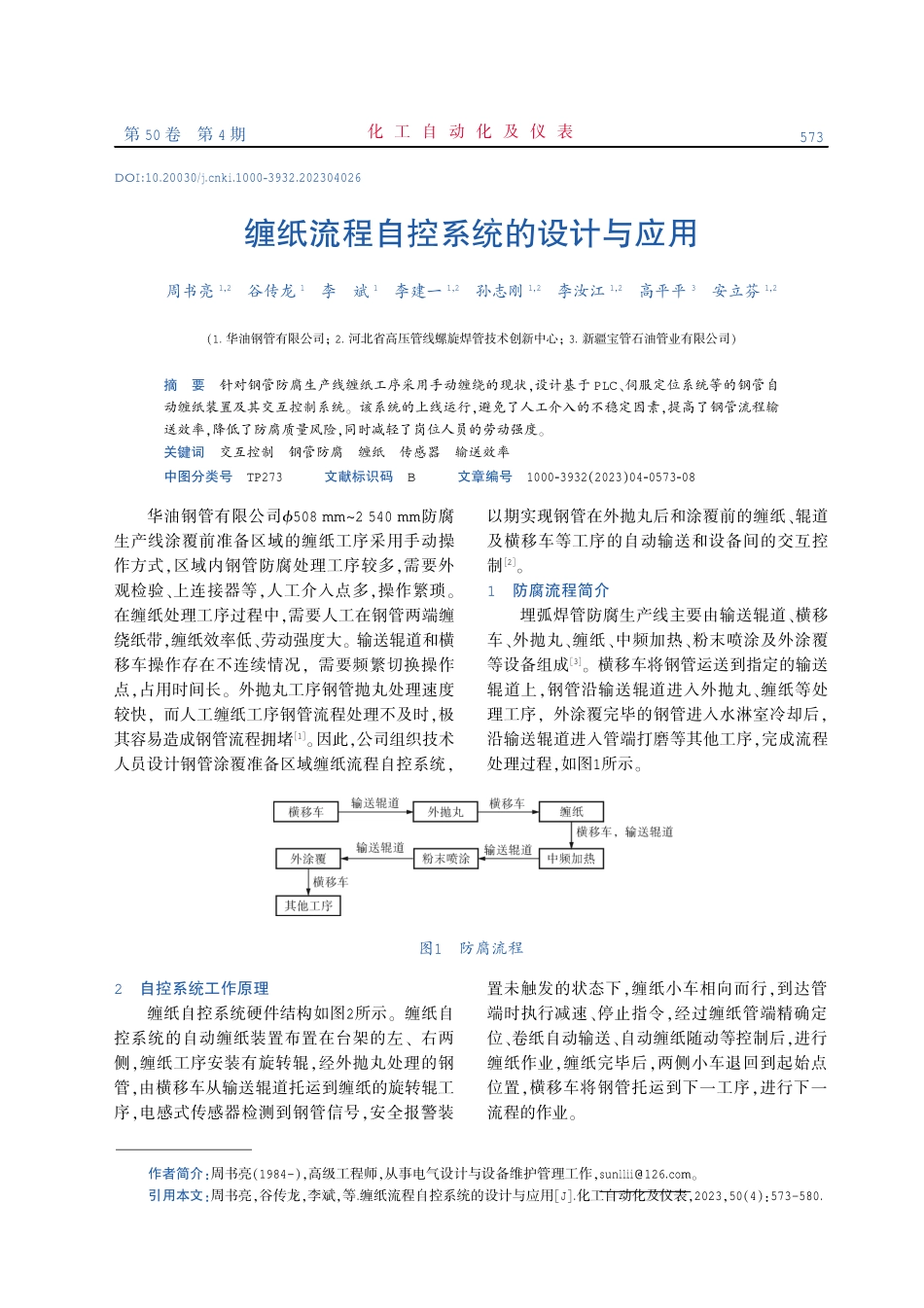
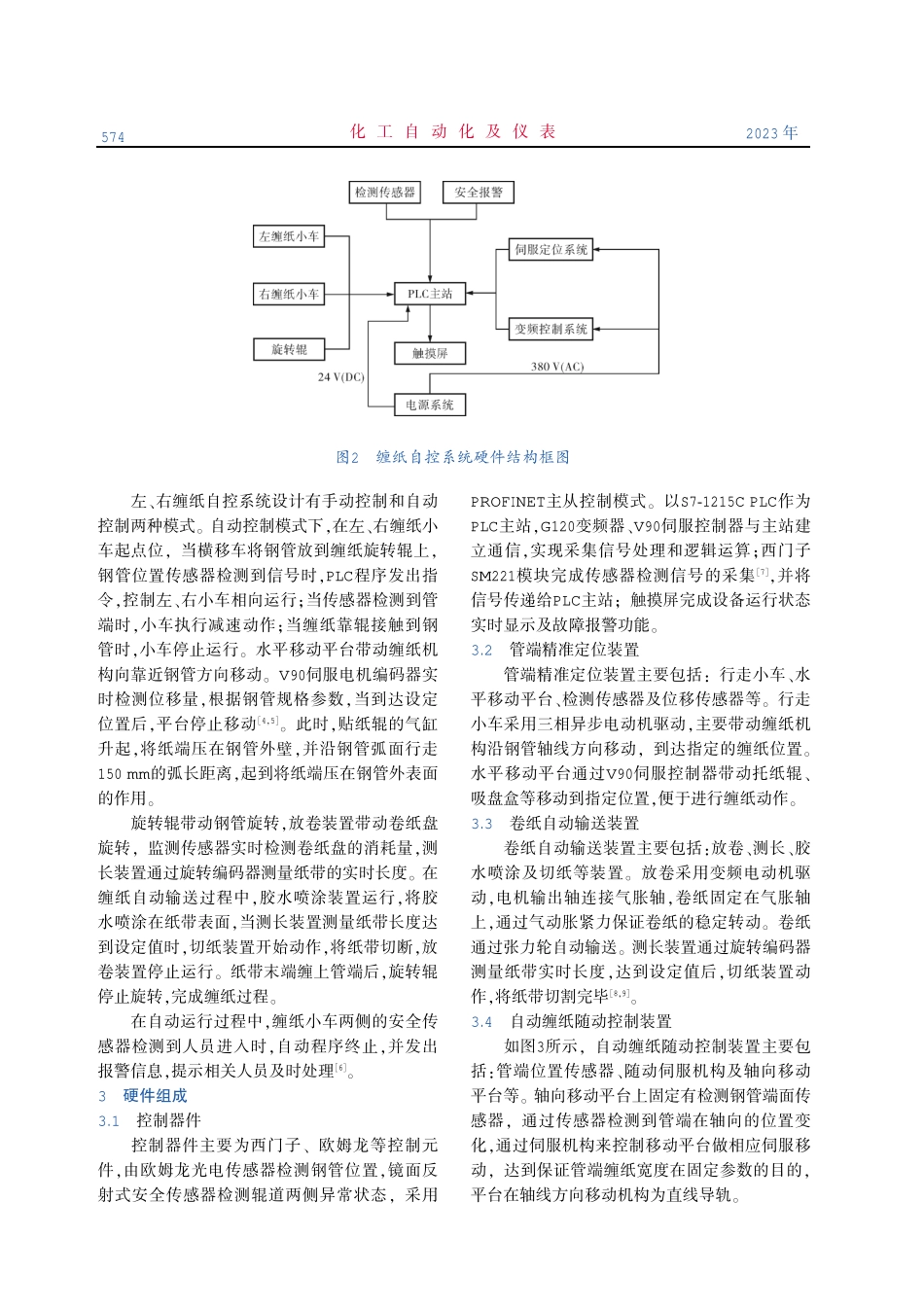
第50卷第4期化工自动化及仪表DOI:10.20030/j.cnki.1000鄄3932.202304026缠纸流程自控系统的设计与应用周书亮1袁2谷传龙1李斌1李建一1袁2孙志刚1袁2李汝江1袁2高平平3安立芬1袁2渊1.华油钢管有限公司曰2.河北省高压管线螺旋焊管技术创新中心曰3.新疆宝管石油管业有限公司冤摘要针对钢管防腐生产线缠纸工序采用手动缠绕的现状袁设计基于PLC尧伺服定位系统等的钢管自动缠纸装置及其交互控制系统遥该系统的上线运行袁避免了人工介入的不稳定因素袁提高了钢管流程输送效率袁降低了防腐质量风险袁同时减轻了岗位人员的劳动强度遥关键词交互控制钢管防腐缠纸传感器输送效率中图分类号TP273文献标识码B文章编号1000鄄3932渊2023冤04鄄0573鄄08作者简介院周书亮渊1984-冤袁高级工程师袁从事电气设计与设备维护管理工作袁sunllii@126.com遥引用本文院周书亮袁谷传龙袁李斌袁等.缠纸流程自控系统的设计与应用咱J暂.化工自动化及仪表袁2023袁50渊4冤院573-580.华油钢管有限公司准508mm耀2540mm防腐生产线涂覆前准备区域的缠纸工序采用手动操作方式袁区域内钢管防腐处理工序较多袁需要外观检验尧上连接器等袁人工介入点多袁操作繁琐遥在缠纸处理工序过程中袁需要人工在钢管两端缠绕纸带袁缠纸效率低尧劳动强度大遥输送辊道和横移车操作存在不连续情况袁需要频繁切换操作点袁占用时间长遥外抛丸工序钢管抛丸处理速度较快袁而人工缠纸工序钢管流程处理不及时袁极其容易造成钢管流程拥堵咱1暂遥因此袁公司组织技术人员设计钢管涂覆准备区域缠纸流程自控系统袁以期实现钢管在外抛丸后和涂覆前的缠纸尧辊道及横移车等工序的自动输送和设备间的交互控制咱2暂遥1防腐流程简介埋弧焊管防腐生产线主要由输送辊道尧横移车尧外抛丸尧缠纸尧中频加热尧粉末喷涂及外涂覆等设备组成咱3暂遥横移车将钢管运送到指定的输送辊道上袁钢管沿输送辊道进入外抛丸尧缠纸等处理工序袁外涂覆完毕的钢管进入水淋室冷却后袁沿输送辊道进入管端打磨等其他工序袁完成流程处理过程袁如图1所示遥2自控系统工作原理缠纸自控系统硬件结构如图2所示遥缠纸自控系统的自动缠纸装置布置在台架的左尧右两侧袁缠纸工序安装有旋转辊袁经外抛丸处理的钢管袁由横移车从输送辊道托运到缠纸的旋转辊工序袁电感式传感器检测到钢管信号袁安全报警装置未触发的状态下袁缠纸小车相向而行袁到达管端时执行减速尧停止指令袁经过缠纸管端精确定位尧卷纸自动输送尧自动缠纸随动等控制后袁进行缠纸作业袁缠纸完毕后袁两...