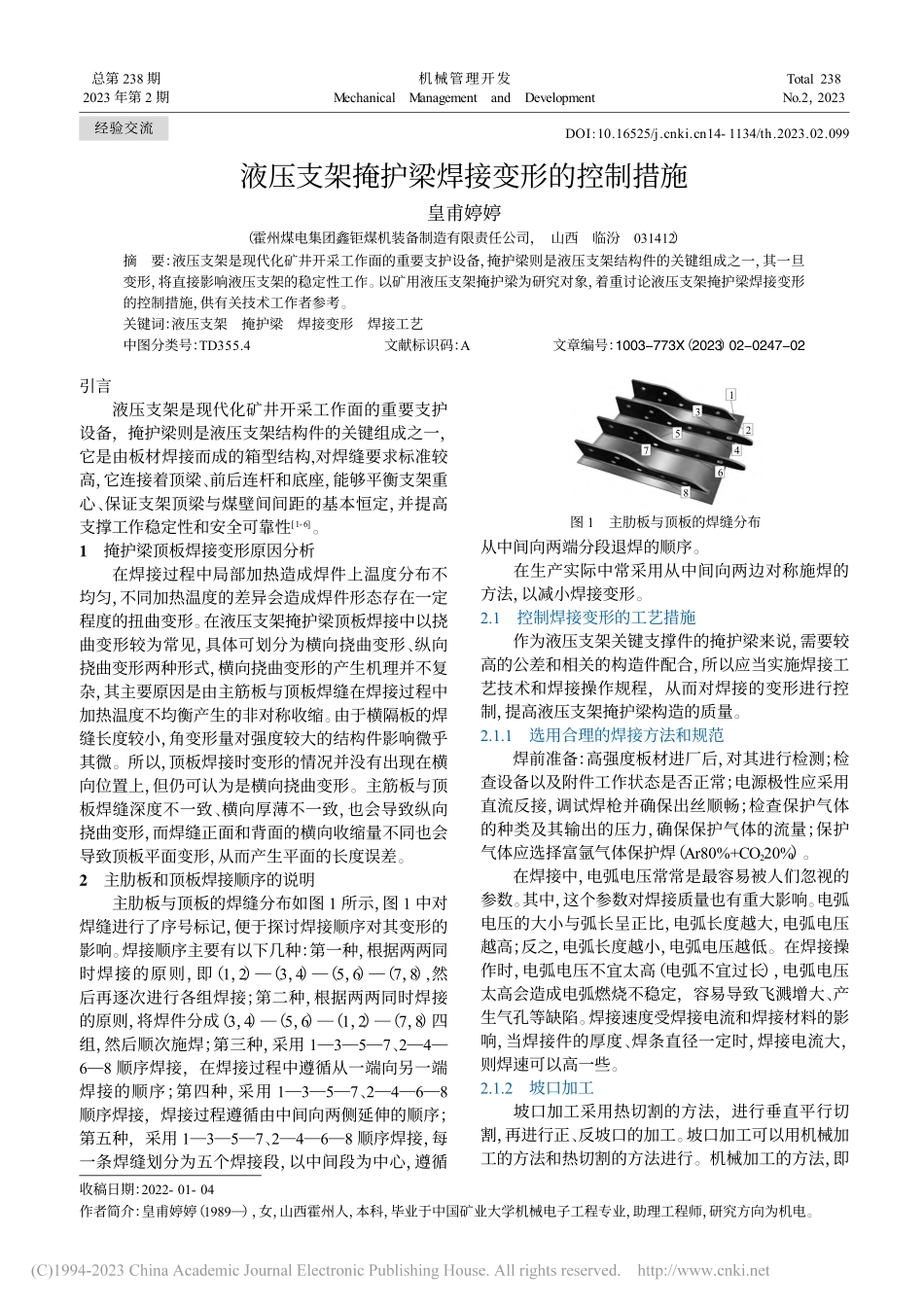
液压支架掩护梁焊接变形的控制措施皇甫婷婷(霍州煤电集团鑫钜煤机装备制造有限责任公司,山西临汾031412)摘要:液压支架是现代化矿井开采工作面的重要支护设备,掩护梁则是液压支架结构件的关键组成之一,其一旦变形,将直接影响液压支架的稳定性工作。以矿用液压支架掩护梁为研究对象,着重讨论液压支架掩护梁焊接变形的控制措施,供有关技术工作者参考。关键词:液压支架掩护梁焊接变形焊接工艺中图分类号:TD355.4文献标识码:A文章编号:1003-773X(2023)02-0247-02引言液压支架是现代化矿井开采工作面的重要支护设备,掩护梁则是液压支架结构件的关键组成之一,它是由板材焊接而成的箱型结构,对焊缝要求标准较高,它连接着顶梁、前后连杆和底座,能够平衡支架重心、保证支架顶梁与煤壁间间距的基本恒定,并提高支撑工作稳定性和安全可靠性[1-6]。1掩护梁顶板焊接变形原因分析在焊接过程中局部加热造成焊件上温度分布不均匀,不同加热温度的差异会造成焊件形态存在一定程度的扭曲变形。在液压支架掩护梁顶板焊接中以挠曲变形较为常见,具体可划分为横向挠曲变形、纵向挠曲变形两种形式,横向挠曲变形的产生机理并不复杂,其主要原因是由主筋板与顶板焊缝在焊接过程中加热温度不均衡产生的非对称收缩。由于横隔板的焊缝长度较小,角变形量对强度较大的结构件影响微乎其微。所以,顶板焊接时变形的情况并没有出现在横向位置上,但仍可认为是横向挠曲变形。主筋板与顶板焊缝深度不一致、横向厚薄不一致,也会导致纵向挠曲变形,而焊缝正面和背面的横向收缩量不同也会导致顶板平面变形,从而产生平面的长度误差。2主肋板和顶板焊接顺序的说明主肋板与顶板的焊缝分布如图1所示,图1中对焊缝进行了序号标记,便于探讨焊接顺序对其变形的影响。焊接顺序主要有以下几种:第一种,根据两两同时焊接的原则,即(1,2)—(3,4)—(5,6)—(7,8),然后再逐次进行各组焊接;第二种,根据两两同时焊接的原则,将焊件分成(3,4)—(5,6)—(1,2)—(7,8)四组,然后顺次施焊;第三种,采用1—3—5—7、2—4—6—8顺序焊接,在焊接过程中遵循从一端向另一端焊接的顺序;第四种,采用1—3—5—7、2—4—6—8顺序焊接,焊接过程遵循由中间向两侧延伸的顺序;第五种,采用1—3—5—7、2—4—6—8顺序焊接,每一条焊缝划分为五个焊接段,以中间段为中心,遵循从中间向两端分段退焊的顺序。在生产实际中常采用从中间向两边对称施焊的方法,以减小焊...