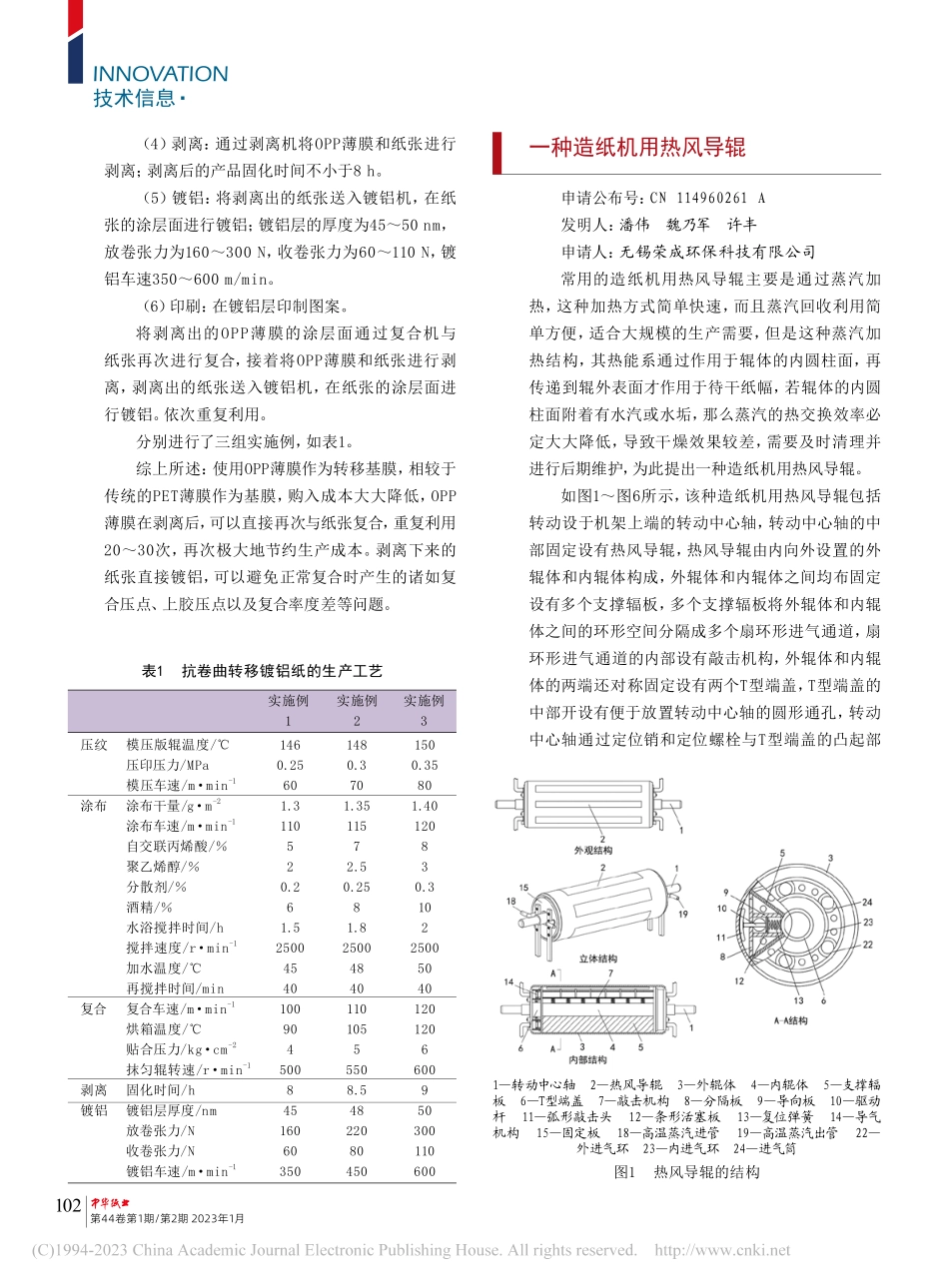
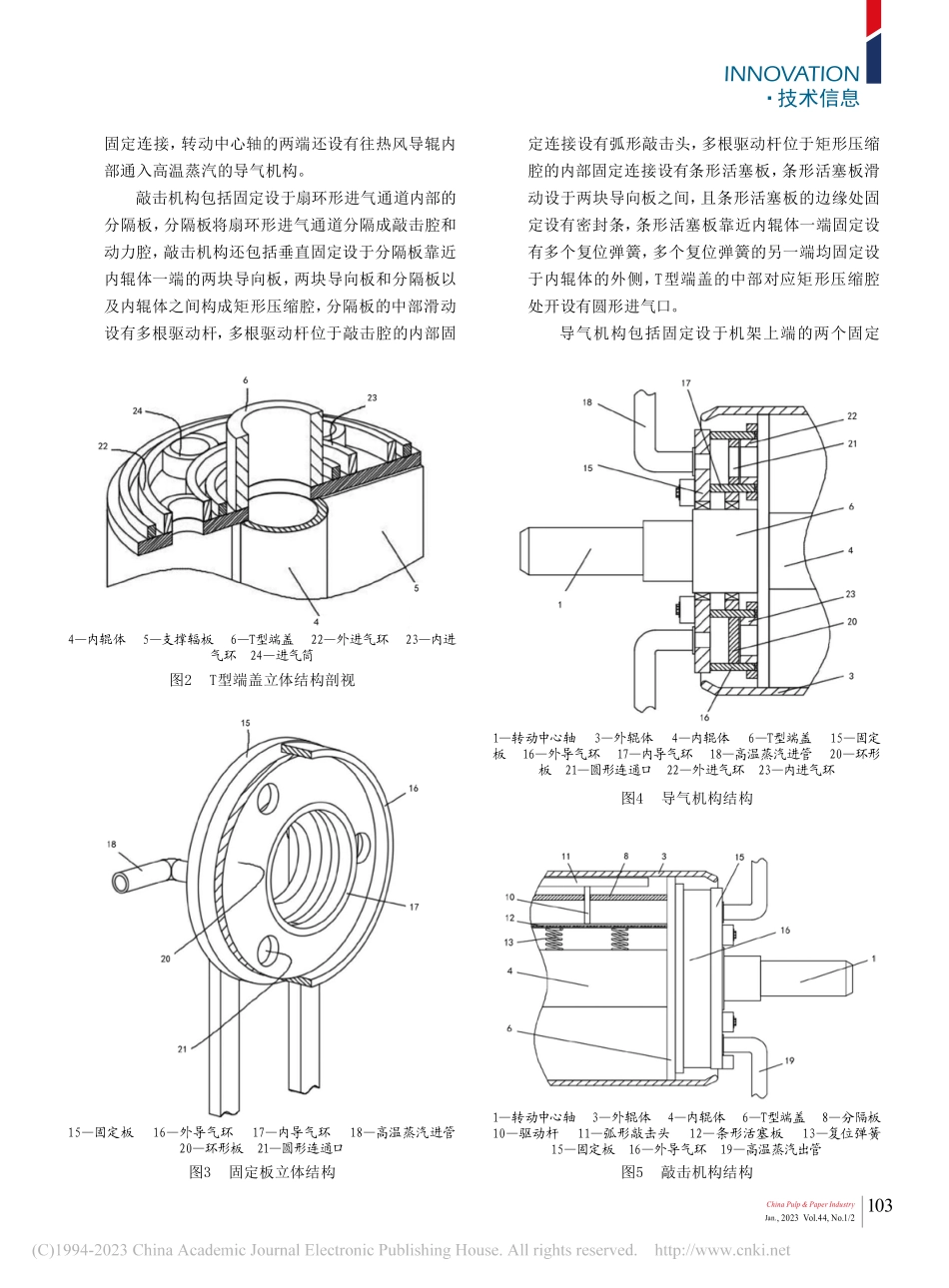
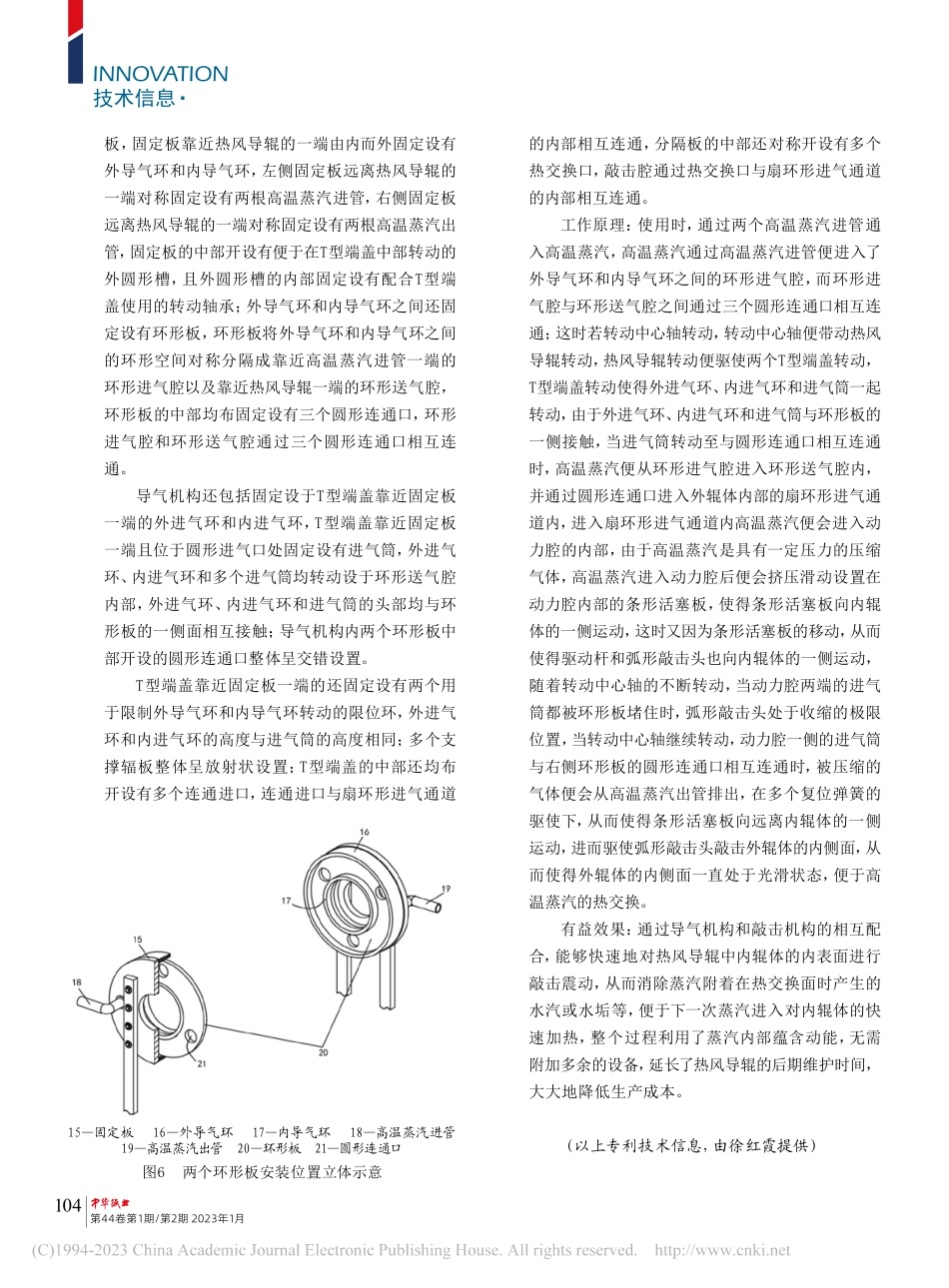
(4)剥离:通过剥离机将OPP薄膜和纸张进行剥离;剥离后的产品固化时间不小于8h。(5)镀铝:将剥离出的纸张送入镀铝机,在纸张的涂层面进行镀铝;镀铝层的厚度为45~50nm,放卷张力为160~300N,收卷张力为60~110N,镀铝车速350~600m/min。(6)印刷:在镀铝层印制图案。将剥离出的OPP薄膜的涂层面通过复合机与纸张再次进行复合,接着将OPP薄膜和纸张进行剥离,剥离出的纸张送入镀铝机,在纸张的涂层面进行镀铝。依次重复利用。分别进行了三组实施例,如表1。综上所述:使用OPP薄膜作为转移基膜,相较于传统的PET薄膜作为基膜,购入成本大大降低,OPP薄膜在剥离后,可以直接再次与纸张复合,重复利用20~30次,再次极大地节约生产成本。剥离下来的纸张直接镀铝,可以避免正常复合时产生的诸如复合压点、上胶压点以及复合率度差等问题。一种造纸机用热风导辊申请公布号:CN114960261A发明人:潘伟魏乃军许丰申请人:无锡荣成环保科技有限公司常用的造纸机用热风导辊主要是通过蒸汽加热,这种加热方式简单快速,而且蒸汽回收利用简单方便,适合大规模的生产需要,但是这种蒸汽加热结构,其热能系通过作用于辊体的内圆柱面,再传递到辊外表面才作用于待干纸幅,若辊体的内圆柱面附着有水汽或水垢,那么蒸汽的热交换效率必定大大降低,导致干燥效果较差,需要及时清理并进行后期维护,为此提出一种造纸机用热风导辊。如图1~图6所示,该种造纸机用热风导辊包括转动设于机架上端的转动中心轴,转动中心轴的中部固定设有热风导辊,热风导辊由内向外设置的外辊体和内辊体构成,外辊体和内辊体之间均布固定设有多个支撑辐板,多个支撑辐板将外辊体和内辊体之间的环形空间分隔成多个扇环形进气通道,扇环形进气通道的内部设有敲击机构,外辊体和内辊体的两端还对称固定设有两个T型端盖,T型端盖的中部开设有便于放置转动中心轴的圆形通孔,转动中心轴通过定位销和定位螺栓与T型端盖的凸起部表1抗卷曲转移镀铝纸的生产工艺模压版辊温度/℃压印压力/MPa模压车速/m·min-1涂布干量/g·m-2涂布车速/m·min-1自交联丙烯酸/%聚乙烯醇/%分散剂/%酒精/%水浴搅拌时间/h搅拌速度/r·min-1加水温度/℃再搅拌时间/min复合车速/m·min-1烘箱温度/℃贴合压力/kg·cm-2抹匀辊转速/r·min-1固化时间/h镀铝层厚度/nm放卷张力/N收卷张力/N镀铝车速/m·min-1实施例11460.25601.3110520.261.52500454010090450084516060350实施例2实施例31480.3701.3511572.50.2581.825004...