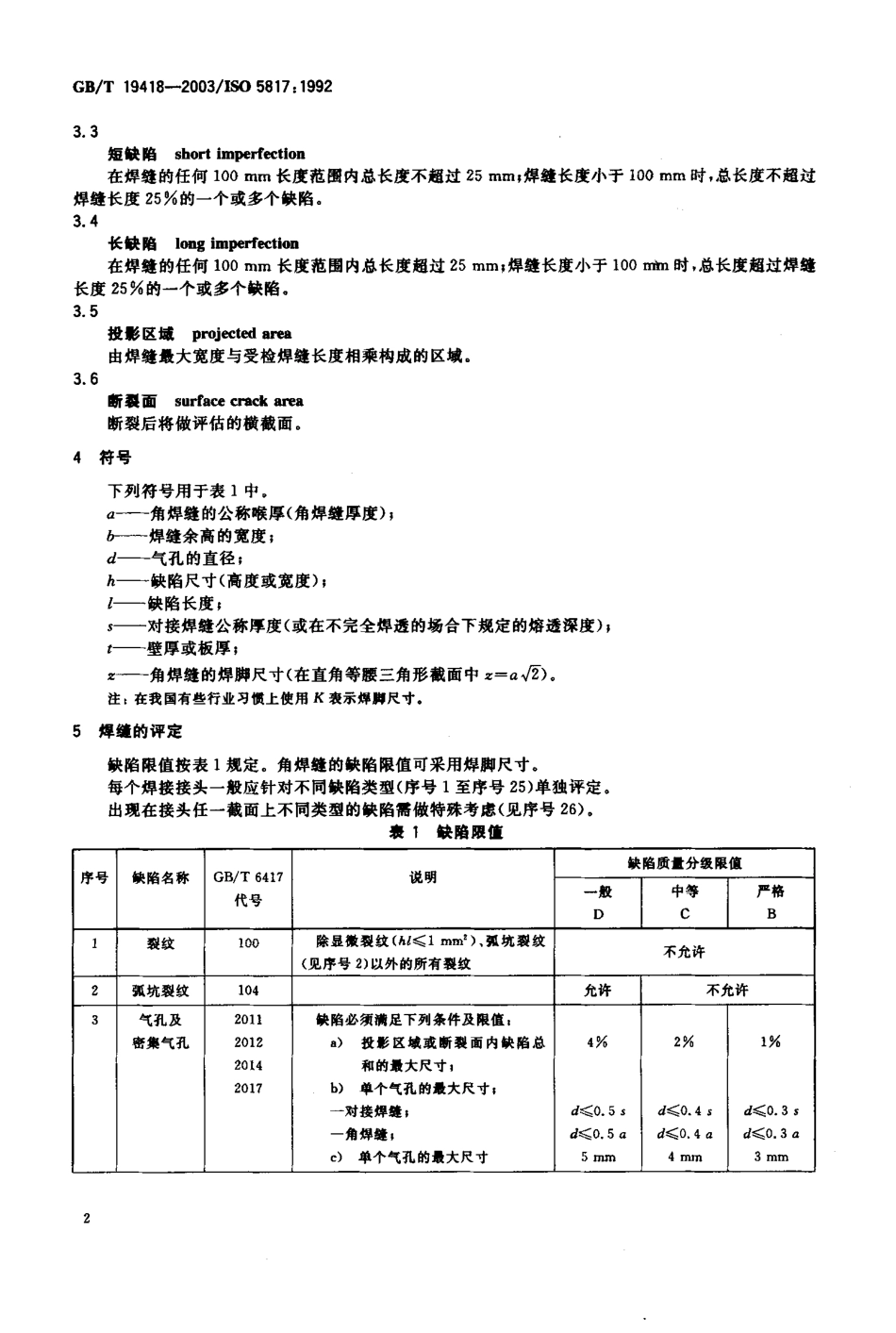
GB/T19418-200311505817:1992前言本标准等同采用国际标准ISO5817,1992(钢的弧焊接头缺陷质里匕于级指南》。本标准的附录A为资料性附录。本标准由中国机械工业联合会提出.本标准由全国焊接标准化技术委员会归口。本标准起草单位:哈尔滨焊接研究所.本标准主要起草人:朴东光。GB/T19418-2003/LSO5817:1992钢的弧焊接头缺陷质t分级指南范围本标准规定了钢弧焊接头缺陷的质量等级。这些等级与产品的制造质量有关而与其适用性(见3.1)无关。本标准适用于:—按GB/T5185规定的下述焊接方法及其工艺类别:n无气体保护的金属电弧焊;12埋弧焊;13气体保护电弧焊;14非熔化极气体保护电弧焊;15等离子弧焊;—手工、机械化及自动化焊接方法;—所有的焊接位置;—对接焊缝、角焊缝及支管接头;—厚度范围在3^-63mm的钢材。本标准未考虑冶金方面的因素,如:晶粒尺寸、硬度。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T324焊缝符号表示法(eqvISO2553)GB/T3375焊接术语GB/T5185金属焊接及钎焊方法在图样上的表示代号(eqvISO4063)GB/T6417金属熔化焊焊缝缺陷分奏及说明(eavISO6520)术语和定义GB/T3375确定的以及下列术语和定义适用于本标准。3.1适用性fitness-forpurpsse某一产品、工艺或服务在规定条件下服役于预定目标的能力。3.2焊缝厚度weldthickness3.2.1角焊缝厚度filletweldthickness(公称喉厚nominalthroatthickness)a在焊缝截面中,最大等腰直角三角形底边上的高度。3.2.2对接焊缝厚度buttweldthicknesss从熔化底部至工件表面的最小距离,该值不大于较薄工件的厚度。GB/T19418-2003/LSO5817:19923.3短缺陷shortimperfection在捍缝的任何100mm长度范围内总长度不超过25mm;焊缝长度小于100mm时,总长度不超过焊缝长度25%的一个或多个缺陷。3.4长缺陷longimperfection在焊缝的任何100mm长度范围内总长度超过25mm;焊缝长度小于100tntn时,总长度超过焊缝长度25%的一个或多个缺陷。3.5投影区域projectedarea由焊缝最大宽度与受检焊缝长度相乘构成的区域。3.6断裂面surfacecrackarea断裂后将做评估的横截面。4符号下列符号用于表1中。a—角焊缝的公称喉厚(角焊缝厚度);西一一~焊缝余高的宽度;d—气孔的直径;h-缺陷尺寸(高度...